
什么是精轧机 (什么是精轧机导位进出口)
本文目录导航:
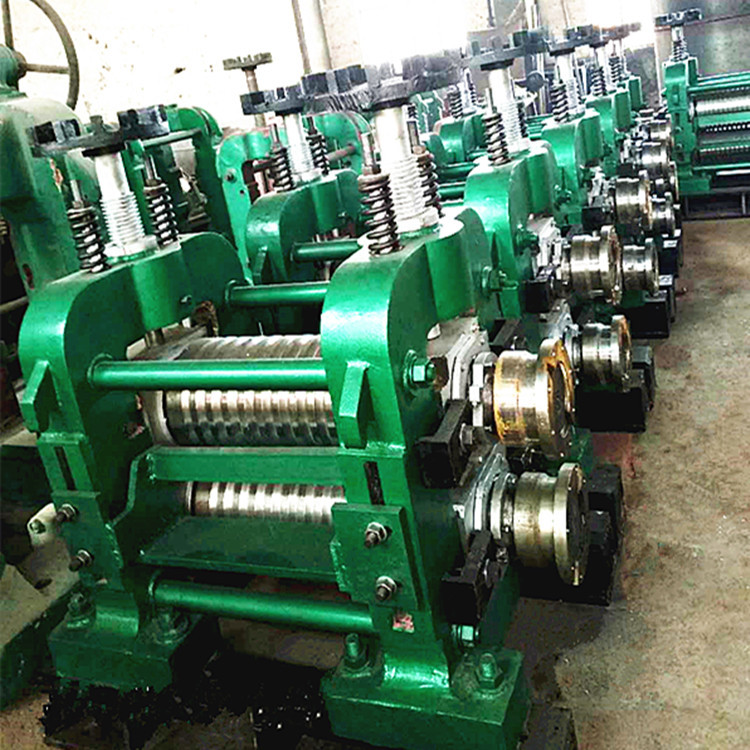
什么是精轧机
精轧机组用于高速线材车间,普通由4架轧机组成,均为悬臂辊环式机架,平利交替安顿。
机架件设有立活套以成功无张力轧制。
轧钢机是什么?
轧钢机,是成功金属轧制环节的设备。
泛指成功轧材消费全环节的装备﹐包含有重要设备﹑辅佐设备﹑起重运输设备和隶属设备等。
但普通所说的轧机往往仅指重要设备。
听说在 14 世纪欧洲就有轧机﹐但有记录的是 1480 年意大利人 达 芬奇 (Leonardo da Vinci) 设计出轧机的草图。
1553 年法国人布律列尔 (Brulier) 轧制出金和银板材﹐用以制作钱币。
尔后在西班牙﹑比利时和英国相继产生轧机。
图 1 1728 年设计的消费圆棒材用的轧机 为 1728 年英国设计的消费圆棒材用的轧机。
英国于 1766 年有了串行式小型轧机﹐ 19 世纪中叶﹐第一台可逆式板材轧机在英国投产﹐并轧出了船用铁板。
1848 年德国发明了万能式轧机﹐ 1853 年美国开局用三辊式的型材轧机 ﹐并用蒸汽机传动的升降台成功机械化。
接着美国产生了劳特式轧机。
1859 年建造了第一台连轧机。
万能式型材轧机是在 1872 年产生的﹔ 20 世纪初制成半延续式带钢轧机﹐由两架三辊粗轧机和五架四辊精轧机组成。
中国于 1871 年在福州船政局所属拉铁厂 (轧钢厂) 开局用轧机﹔轧制厚 15mm 以下的铁板﹐ 6 ~ 120mm 的方﹑圆钢。
1890 年汉冶萍公司汉阳铁厂装有蒸汽机拖动的横列双机架 2450mm 二辊中板轧机和蒸汽机拖动的三机架横列二辊式轨梁轧机以及 350/300mm 小型轧机。
随着冶金工业的开展﹐现已有多种类型轧机。
轧机的重要设备有上班机座和传动装置 。
专业名词解释上班机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。
轧辊是使金属塑性变形的部件 (见轧辊)。
轧辊轴承支承轧辊并坚持轧辊在机架中的固定位置。
轧辊轴承上班负荷重而变动大﹐因此要轧钢机求轴承摩擦系数小﹐具备足够的强度和刚度﹐而且要便于改换轧辊。
不同的轧机决定不同类型的轧辊轴承。
滚动轴承的刚性大﹐摩擦系数较小﹐但承压才干较小﹐且形状尺寸较大﹐多用于板带轧机上班辊。
滑动轴承有半干摩擦与液体摩擦两种。
半干摩擦轧辊轴承重要是胶木﹑铜瓦﹑尼龙瓦轴承﹐比拟廉价﹐多用于型材轧机和开坯机。
液体摩擦轴承有动压﹑静压和静 - 动压三种。
好处是摩擦系数比拟小﹐承压才干较大﹐经常使用上班速度高﹐刚性好﹐缺陷是油膜厚度随速度而变动。
液体摩擦轴承多用于板带轧机支承辊和其它高速轧机。
轧机机架由两片“牌坊”组成以装置轧辊轴承座和轧辊调整装置﹐需有足够的强度和钢度接受轧制力。
机架方式重要有闭式和开式两种。
闭式机架是一个全体框架﹐具备较高强度和刚度﹐重要用于轧制力较大的初轧机和板带轧机等。
开式机架由机架本体和上盖两局部组成﹐便于换辊﹐重要用于横列式型材轧机。
此外﹐还有无牌坊轧机。
轧机轨座用于装置机架﹐并固定在地基上﹐又称地脚板。
接受上班机座的重力和倾翻力矩﹐同时确保上班机座装置尺寸的精度。
轧辊调整装置用于调整辊缝﹐使轧件到达所需要的断面尺寸。
上辊调整装置也称“压下装置”﹐有手动﹑电动和液压三种。
手动压下装置多用在型材轧机和小的轧机上。
电动压下装置包含电动机﹑减速机﹑制动器﹑压下螺丝﹑压下螺母﹑压下位置批示器﹑球面垫块和测压仪等部件﹔它的传动效率低﹐静止局部的转动惯性大﹐反响速度慢﹐调整精度低。
70 年代以来﹐板带轧机驳回 AGC(厚度智能管理) 系统后﹐在新的带材冷﹑热轧机和厚板轧机上已驳回液压压下装置﹐具备板材厚度偏向小和产品合格率初等好处。
上轧辊平衡装置用于抬升上辊和防止轧件进出轧辊时受冲击的装置。
方式有﹕弹簧式﹑多用在型材轧机上﹔重锤式﹐罕用在轧辊移动量大的初轧机上﹔液压式﹐多用在四辊板带轧机上。
为提高作业率﹐需要轧机换辊迅速﹑繁难。
换辊方式有 C 形钩式﹑套筒式﹑小车式和零件架换辊式四种。
用前两种方式换辊靠吊车辅佐操作﹐而零件架换辊需有两套机架﹐此法多用于小的轧机。
小车换辊适宜于大的轧机﹐无利于智能化。
目前﹐轧机上均驳回极速智能换辊装置﹐换一次性轧辊只有 5 ~ 8 分钟。
传动装置由电动机﹑减速机﹑齿轮座和衔接轴等组成。
齿轮座将传能源矩分送到两个或几个轧辊上。
辅佐设备包含轧制环节中一系列辅佐工序的设备。
如原料预备﹑加热﹑翻钢﹑剪切﹑矫直﹑冷却﹑探伤﹑热解决﹑酸洗等设备。
起重运输设备吊车﹑运输车﹑辊道和移送机等。
隶属设备有供﹑配电﹑轧辊车磨﹐润滑﹐供﹑排水﹐供燃料﹐紧缩空气﹐液压﹐肃清氧化铁皮﹐机修﹐电修﹐排酸﹐油﹑水﹑酸的回收﹐以及环境包全等设备。
轧机的命名按轧制种类﹑轧机型式和公称尺寸来命名。
“公称尺寸”的准则对型材轧机而言﹐是以齿轮座人字齿轮节圆直径命名﹔初轧机则以轧辊公称直径命名﹔板带轧机是以上班轧辊辊身长度命名﹔钢管轧机以消费最大管径来命名。
有时也以轧机发明者的名字来命名 (如森吉米尔轧机)。
轧机的决定按消费的产品种类﹑规格﹑质量和产量的需要来选定成品或半成品轧机的类型和尺寸﹐并装备必要的辅佐﹑起重运输和隶属设备﹐而后依据各种起因的需要最后加以平衡选定。
轧机能源设备1590 年英国开局用水轮机拖动轧辊﹐直到 1790 年还有用水轮机配以石制飞轮拖动四辊式钢板轧机的 。
1798 年英国开局用蒸汽机拖动轧机。
现代的轧机均为直流或交换电动机拖动﹐有单机拖动﹐也有经过齿轮成组拖动。
轧机的分类轧机可按轧辊的陈列和数目分类﹐可按机架的陈列方式分类﹐也可按消费的产品分类﹐区分列于表 1 轧机按轧辊的陈列和数目分类﹑表 2 轧机按机架陈列方式分类和表 3 轧机按消费产品分类。
轧机的开展现代轧机开展的趋势是延续化﹑智能化﹑专业化﹐产质量量高﹐消耗低。
60 年代以来轧机在设计﹑钻研和制作方面取得了很大的停顿﹐使带材冷热轧机﹑厚板轧机﹑高速线材轧机﹑ H 型材轧机和连轧管机组等功能愈加完善﹐并产生了轧制速度高达每秒钟 115 米的线材轧机﹑全延续式带材冷轧机﹑ 5500 毫米宽厚板轧机和延续式 H 型钢轧机等一系列先进设备。
轧机用的原料单重增大﹐液压 AGC ﹑板形管理﹑电子计算器环节管理及测试手腕越来越完善﹐轧制种类始终扩展。
一些实用于延续铸轧﹑管理轧制等新轧制方法﹐以及顺应新的产质量量需要和提高经济效益的各种不凡结构的轧机都在开展中。
转载请注明出处:https://www.twgcw.com/gcgq/109631.html