
冷冲模具公差有那些等级 (冷冲压模具间隙表)
本文目录导航:
冷冲模具公差有那些等级?
冷冲件图纸未注行为公差GB/T1184-H级规范见下表达色框出位置:
GB/T1184-H级规范分三个局部,长度范畴、垂直度范畴、对称度范畴,依据图纸尺寸检查对应的公差范畴。
国标GB/T1184-1996规则,未注形位公差分为H(精细)、K(中等)、L(毛糙)三个等级,
其中H级属于未注形位公差外面的精细级,详细数值和工件的详细长度无关。
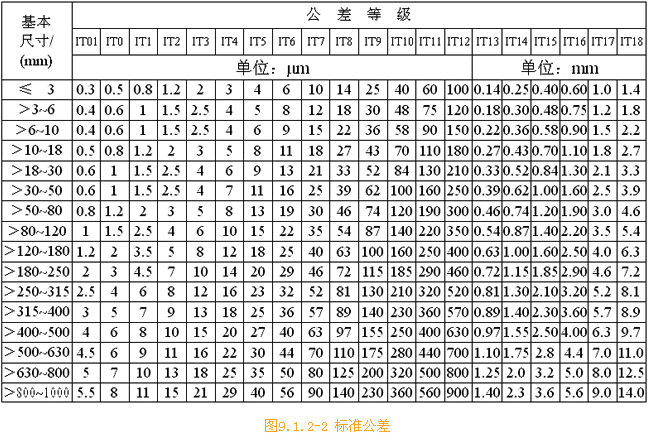
公差等级是指确定尺寸准确水平的等级,国标规则分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸准许的变化范畴(公差数值)越大,加工难度越小。
与其他加工方法相比,冷冲压工艺有以下特点:
1、冷冲压可以加工壁薄、重量轻、状态复杂、外表质量好、刚性好的制件。
2、冷冲压件的尺寸公差由模具保障,具备“如出一辙”的特色,因此产质量量稳固。
3、冷冲压是少、无切屑加工方法之一,是一种省能、低耗、高效的加工方法,因此冲件的老本较低。
4、冷冲压消费靠压力机和模具实现加工环节,其消费率高、操作简便、易于机械化与智能化。
用个别压力机启动冲压加工,每分钟可达几十件,用高速压力机消费,每分钟可达数百件或千件以上。
裁减资料:
决定公差等级的准则
满足整机经常使用要求的前提下,尽或者决定较低的公差等级。
精度要求应与消费的或者性协调分歧,即要驳回正当的加工工艺、装配工艺和现有设施。
在必要的状况下,则要采取提高设施精度和改良工艺的方法来保障产品的精度。
对配合尺寸选取适当的公差等级是极为关键的。
1、决定公差等级首先应保障经常使用要求。
2、决定公差等级时,既要满足设计要求,也要思考工艺的或者性及经济性。
决定最佳加工精度是一个十分复杂的技术经济疑问。
它不只有思考加工老本,而且要思考因为加工精度的提高而参与的装配老本,以及精度对产品经常使用性能和经济目的(牢靠性、寿命、燃料消耗等)的影响。
3、在机械制作中,公差等级的规则是本着既能保障机器的精度和零部件的调换性,又能保障制作机器的经济性。
就是说只需低的精度能够保障机器的配置和精度,就不要过洼地要求零部件的精度.那样会参与制作老本。
模具精度等级怎样划分
尺寸精度,是指加工后整机的实践尺寸与整机尺寸公差带核心的吻合水平。
经过管理尺寸公差,来确保整机尺寸的准确性。
在相反的基本尺寸下,尺寸公差越小,说明尺寸精度越高。
状态精度,指的是东莞模具加工后整机外表的实践几何状态与现实几何状态的吻合水平。
评定状态精度的名目包含直线度、平面度、圆度、圆柱度、线轮廓等六个方面。
状态精度经过状态公差来管理,其中圆度和圆柱度分为13个精度等级,其他名目则分为12个精度等级,1级最高,12级最低。
位置精度,指的是黄江模具加工后整机关系外表之间实践位置的准确度。
评定位置精度的名目有平行度、垂直度、歪斜度、同轴度、对称度、位置度、圆跳动和全跳动等八项。
位置精度经过位置公差来管理,各名目的位置公差也分为12个精度等级。
在设计机器整机及规则整机加工精度时,理论须要将状态误差管理在位置公差内,而位置误差又应小于尺寸公差。
关于精细整机或整机的关键外表,其状态精度的要求应高于位置精度,而位置精度的要求又应高于尺寸精度。
经过正当管理这些精度等级,可以确保模具加工整机的质量。
转载请注明出处:https://www.twgcw.com/gcsc/114058.html