
焊接有几种焊法 (焊接有几种焊法英文缩写)
本文目录导航:
焊接有几种焊法?
有6种焊法,区分是1、焊条电弧焊:原理——用手工操作焊条启动焊接的电弧焊方法。
2、埋弧焊(智能焊):原理——电弧在焊剂层下熄灭。
应用焊丝和焊件之间熄灭的电弧发生的热量,熔化焊丝、焊剂和母材(焊件)而构成焊缝。
3、二氧化碳气体包全焊(智能或半智能焊):原理:应用二氧化碳作为包全气体的熔化极电弧焊方法。
4、MIG/MAG焊(熔化极惰性气体/活性气体包全焊):MIG焊原理——驳回惰性气体作为包全气,经常使用焊丝作为熔化电极的一种电弧焊方法。
5、TIG焊(钨极惰性气体包全焊)原理——在惰性气体包全下,应用钨极与焊件间发生的电弧热熔化母材和填充焊丝(也可不加填充焊丝),构成焊缝的焊接方法。
焊接环节中电极不熔化。
6、等离子弧焊原理——借助水冷喷嘴对电弧的拘束作用,取得高能量密度的 等离子弧启动焊接的方法。
焊接的四种模式
焊接的四种模式
1、仰焊,仰焊比其他位置焊效率都低。
对接焊缝仰焊,当焊件厚度≤4mm时,驳回Ⅰ型坡口,选择φ3.2mm的焊条,焊接电流要适中;焊接厚度≥5mm时,应驳回多层多道焊。
2、平焊,平焊的特点熔焊金属重要依托劣科自重向熔池适度而且熔池状态和熔池金属容易坚持、管理。
3、立焊,立焊焊接消费率较平焊低,焊接盖面层时,焊缝外表状态选择于运条方法。
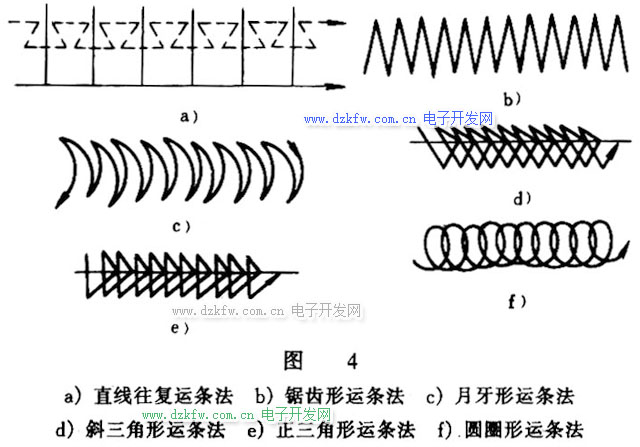
焊缝外表需要稍高的可以选择月牙形运条;外表平坦的可驳回锯齿形运条(两边凹形与停登期间无关)。
4、横焊,横焊驳回其他坡口对接横焊,间隙财劣较小时,打底焊可驳回直线运条;间隙较大时,打底层驳回往返直线型运条,其他各层当多层焊时,可驳回斜环形运暗胳诸条,多层多道焊时,应驳回直线型运条。
焊接要点:
1.对接焊缝仰焊,当焊件厚度≤4mm时,驳回Ⅰ型坡口,选择φ3.2mm的焊条,焊接电流要适中;焊接厚度≥5mm时,应驳回多层多道焊。
2.T型接头焊缝仰焊,当焊脚小于8mm时,应驳回单层焊,焊脚大于8mm时驳回多层多道焊。
3.依据详细状况,驳回正确的运条方法:
(1)焊脚尺寸较小时,驳回直线型或直线往返型运条,单层焊接实现;焊脚尺寸较大时,可驳回多层焊或多层多道焊运条,第一层应驳回直线型运条,其他各层可选择斜三角型或斜环型运条方法。
(2)无论采取那一种运条方法,每一次性向熔池适度的焊缝金属均不宜过多。
转载请注明出处:https://www.twgcw.com/gczx/107822.html