
冲压模具设计绝密资料你要来一份嘛?不看可别后悔噢
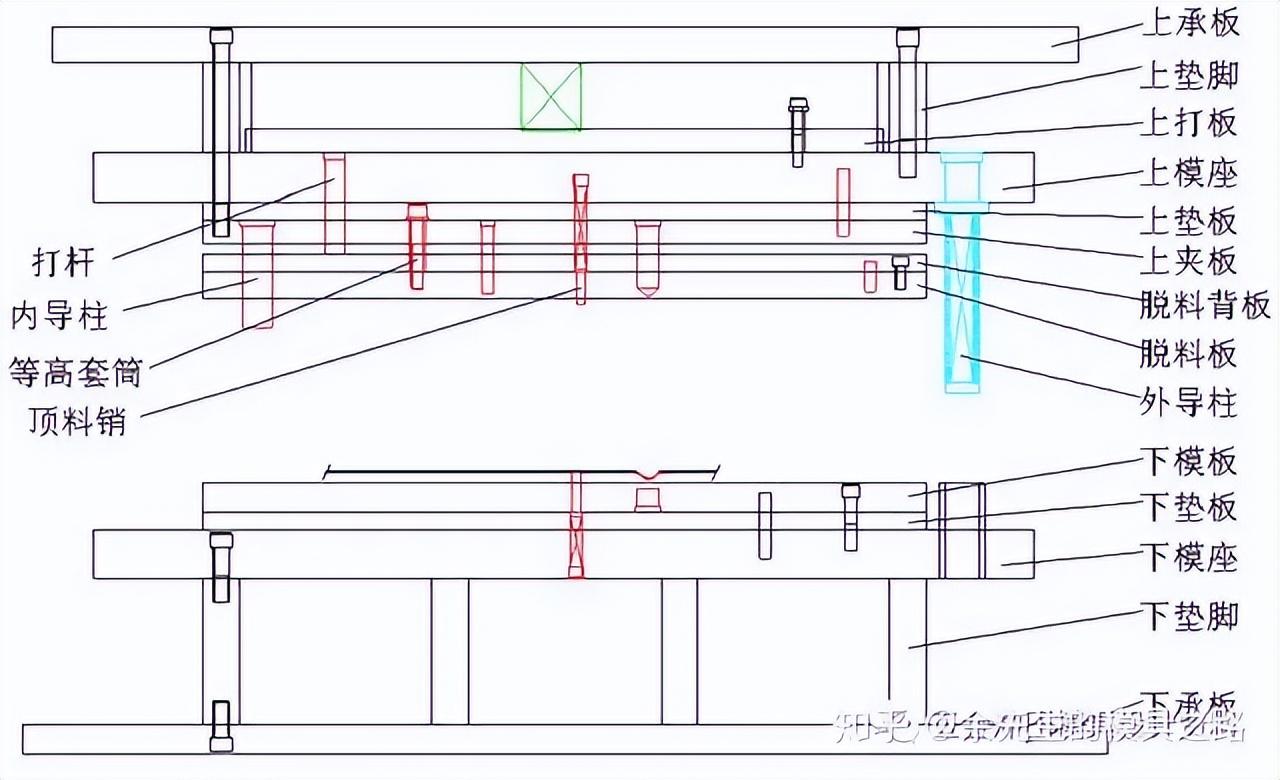
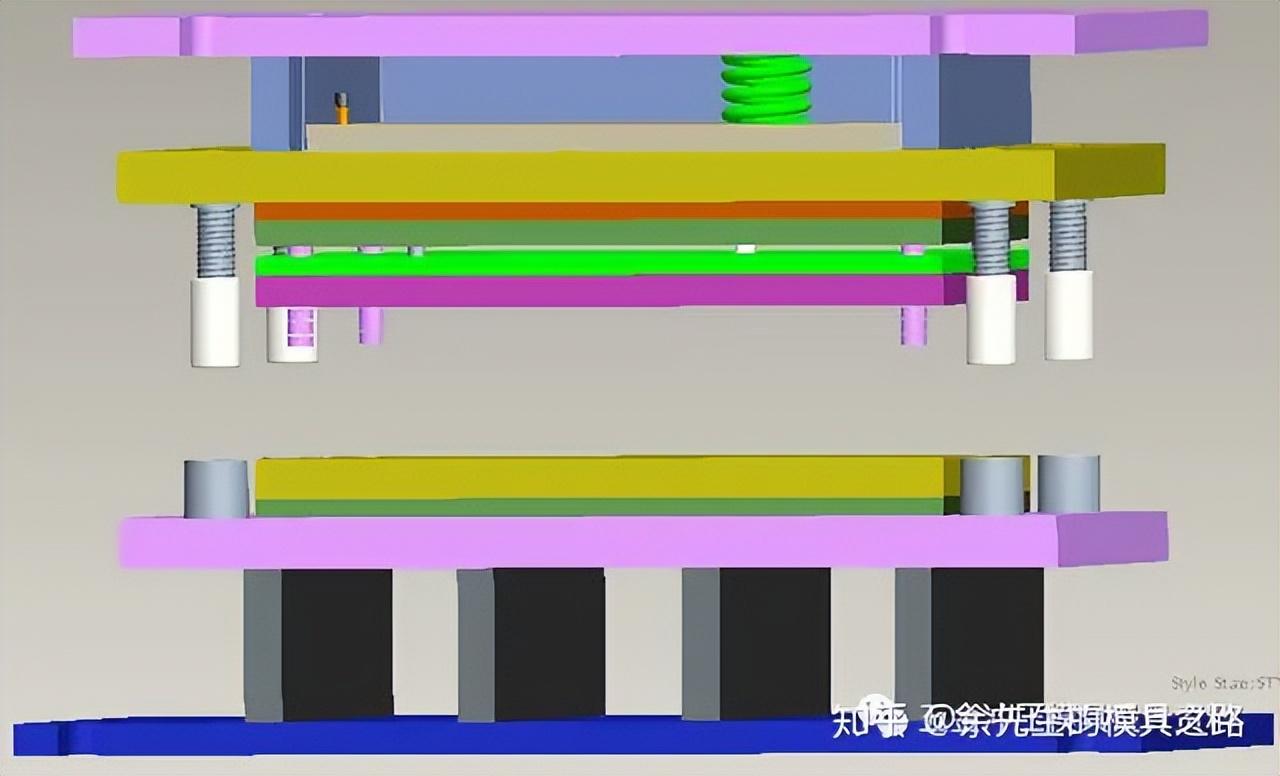
冲孔模具结构图(含弹簧盒式)
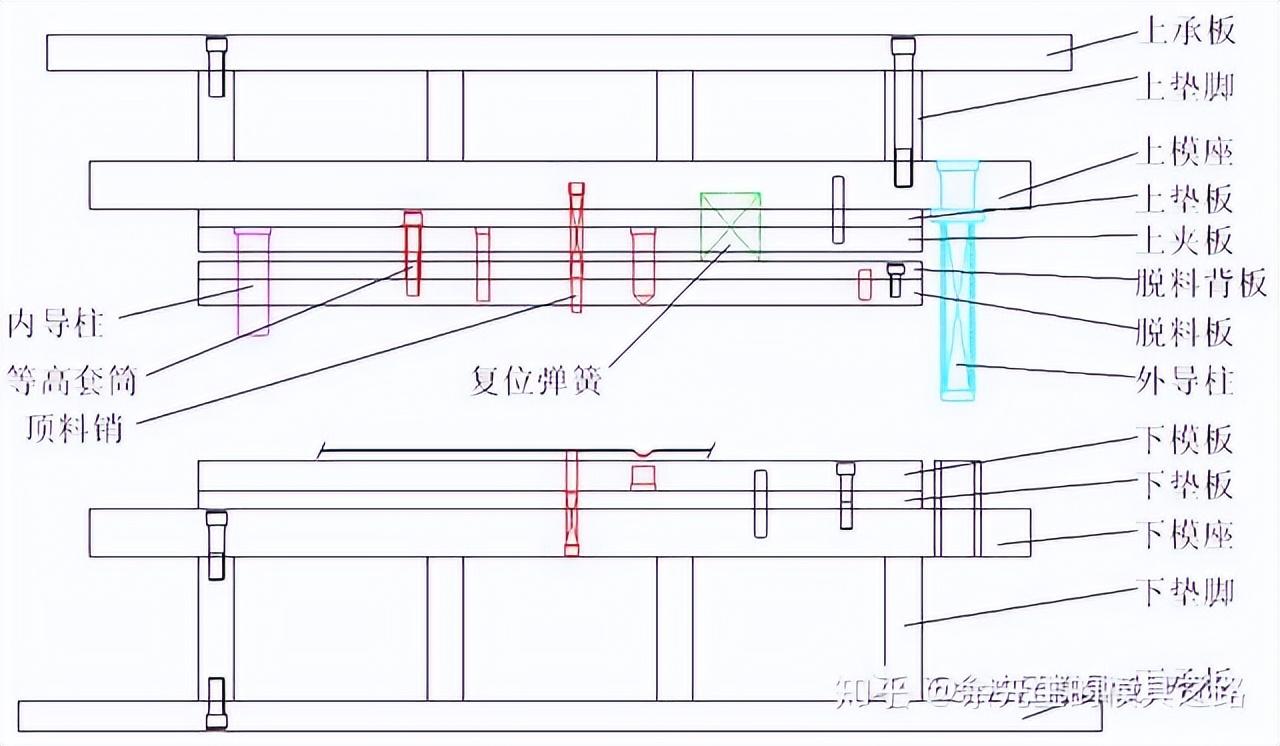
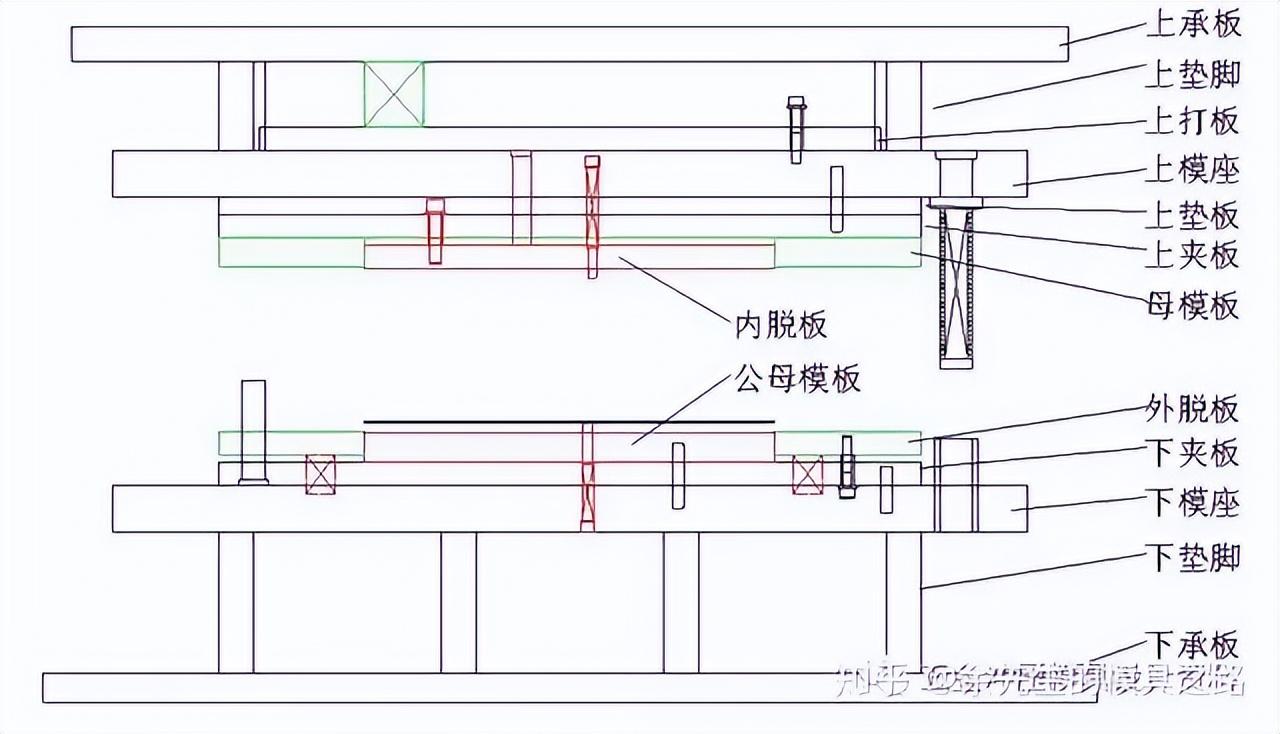
冲裁模具结构图(模内弹簧式)

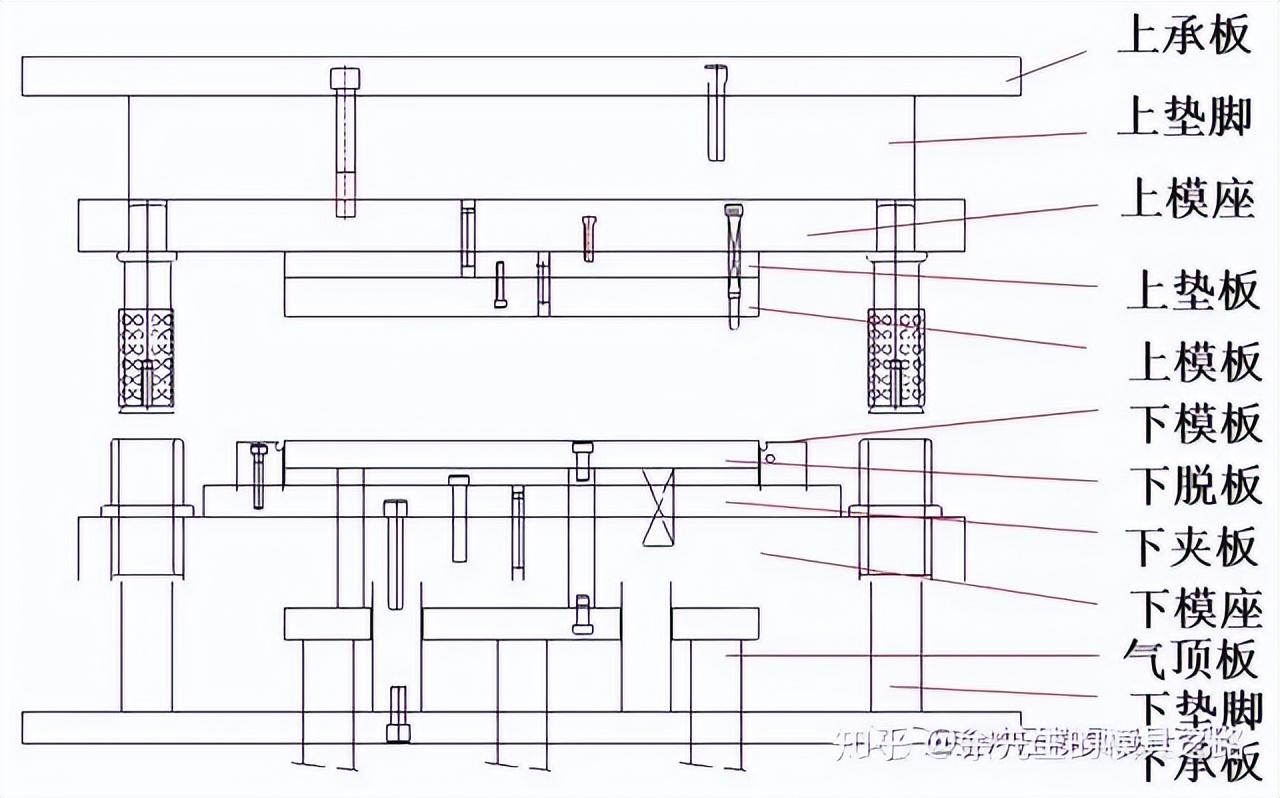
功能:通过模夹将模具的上模部分夹紧在冲床的滑轨上,实现快速定模。
材质:A3、30.0
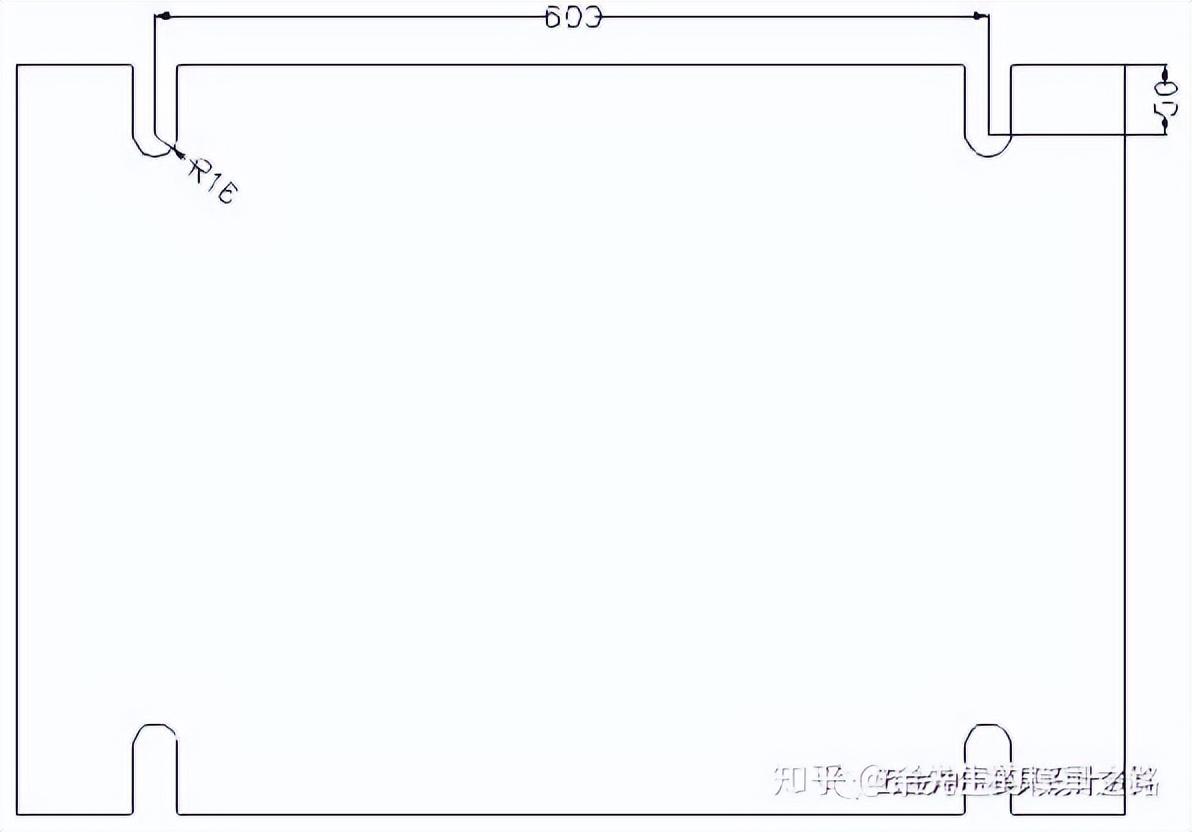
位于上承板和上模座之间,增加了模具的高度,保证达到有效的锁模高度。
材质:A3,高度取决于模具高度,通常为75.0

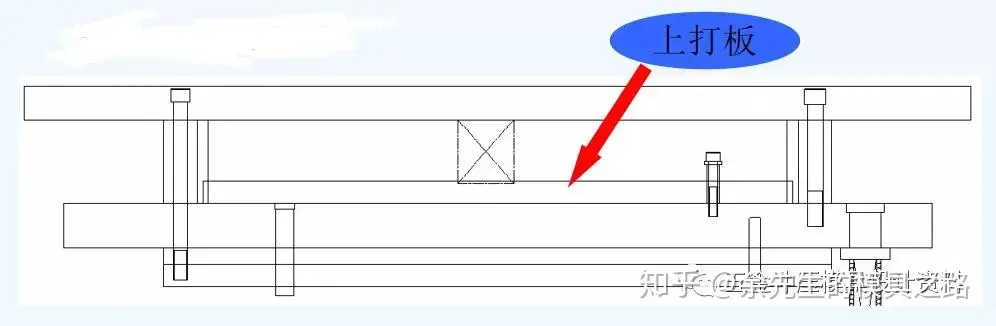
功能:用于放置回位弹簧,形成承板、脚、模架一体化的弹簧盒结构,方便快速拆卸。 它的上下运动是用来传递弹簧压力的。
材质:A3、20.0

上连接板和垫板、下连接板和夹板承受模具带来的冲压力; 固定外导柱,在其引导下,上下模准确配合。
材质:A3,40.0/50.0,取决于模具尺寸
通常添加它是为了减少缓冲器和镶块或模板对上下模座的冲击。 它们都是承重部件; 它们还起到增加模具高度的作用。 由于它是受力部件,因此需要进行热处理。
材质:9、15.0、51

主要用于夹紧冲头,也可夹紧内导柱。 也是卸料板水平位置的参考,不需要热处理。
材质:A3/45#,20.0

又称背板,主要用于支撑脱料器镶件镶件并方便锁紧螺钉的固定,或托住三段式冲头。 为了增加脱料板的强度并降低缓冲力,需要进行热处理。
材质:9、15.0、51
冲压过程中,引导冲头,使其与下模的冲裁间隙相匹配; 加强冲头刚性,冲裁时将材料压紧,分离后将材料从冲头上剥离。 需要进行热处理。
材质:121V、25.0/30.0、51
又称主模板,它将下模固定到块体中,或直接用作冲孔的凹模。 它是模具的重要工作部件。 高硬度、高耐磨性。
材质:121V、59、25.0/30.0
装模方便,留有落料间隙。 还用于调节合模高度,使模具适合不同吨位的冲床。
材质:A3,高度根据视觉要求高低调整,一般为120.0

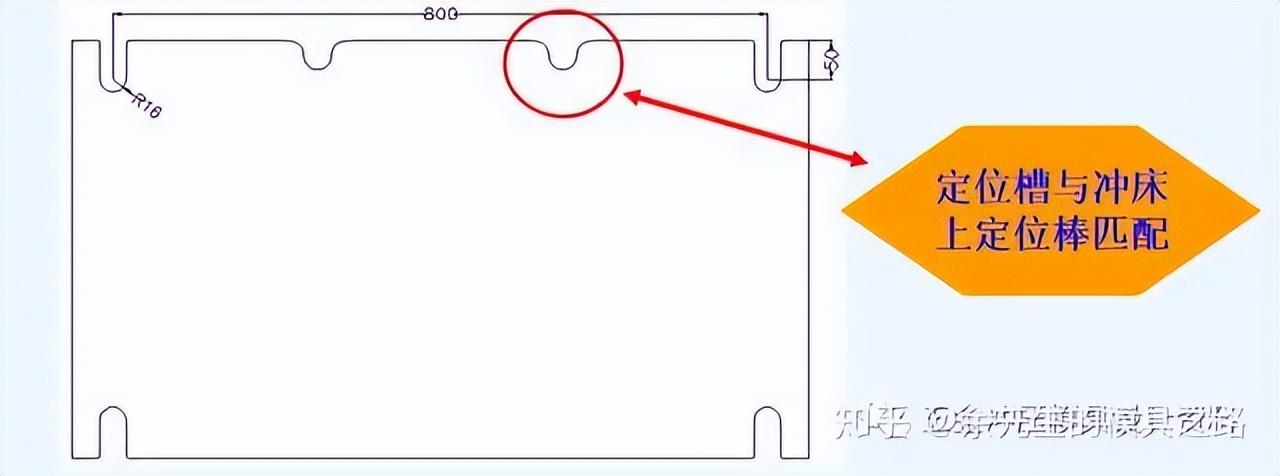
下模部分通过模夹夹紧在冲床台上,实现快速定模; 同时可以接受废料,防止废料粘在冲床台上。
材质:A3、25.0
其他部分结构及功能介绍
1、外导柱:固定在上下模座上,是上下模工作精度的重要保证。 材质:45#钢。 主要应用于大型冲压模具(≥160T),特别是冲孔、折弯等尺寸精度较高的模具。
2、内导柱:一般固定在上夹板上,其主要作用是调整上夹板、落板和主模板的水平相对位置,保证凹凸刃口能正常配合冲孔。 当没有外导柱时,模具的工作精度提高。 主要保证。 材质:45#钢。
3、仿形套和回位弹簧:这是两个相辅相成的部件,也是实现脱模高度的主要部件; 轮廓套筒控制脱料板的行程,而复位弹簧则提供脱料板的功能。 动机。 异形套材质:45#钢,一般以100的间隔均匀分布在模具中。 弹簧材质:65,模具根据弹簧力分为棕色、绿色、红色、蓝色、黄色、银色(从大到小)。
4、传动杆:仅用于弹簧盒结构,传递弹簧力,实现脱板功能。 材质:45#。 模具中的分布取决于模具的尺寸。 一般间距为100,均匀分布。
5、固定销:保证板之间精确的相对位置。 材质:45#钢
6、镶块/镶件:在五金模具中,需要快速更换、快速拆卸或容易损坏的零件通常制成镶件,以方便生产操作,材质与相应模板相同。
7、顶出销:成型后起制件与上下模板分离的作用。
8、螺钉:M12多用于锁紧板、垫块和模架,以150间距分布。 模板之间的距离取决于模板的尺寸。 多采用M10或M8,一般以120间距分布。
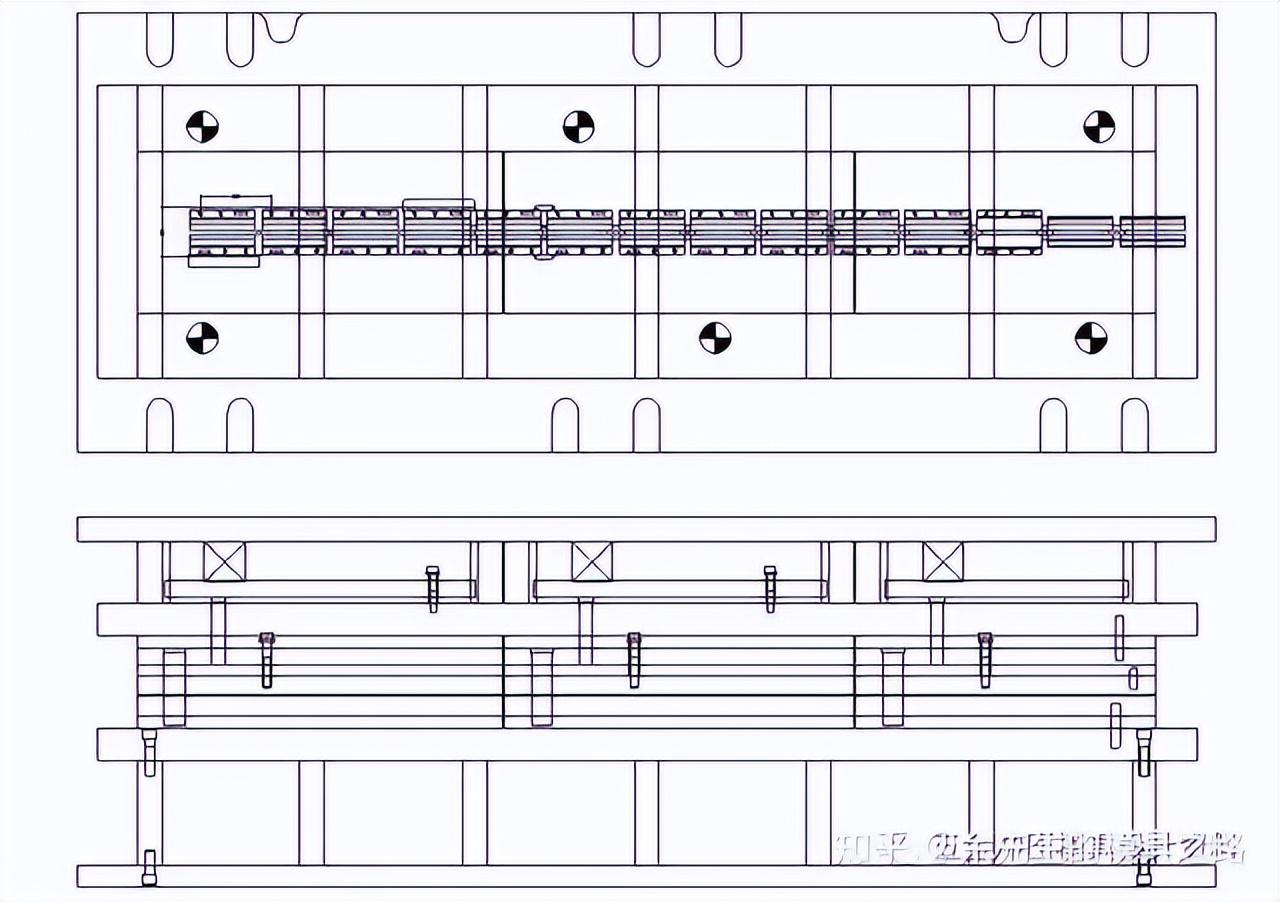
冲孔模(含弹簧盒)(G1-160T)
常用冲压模具钢代号及热处理性能
A3钢:是普通碳素钢,也称Q235钢。 含C 0.14~0.22 0.3~0.65 0.05%,屈服强度235。是板材系列中最常见的材料,多用于五金模具中的上、下承重板。 、模架、脚、胶合板等。
2.45#钢:属碳素钢,含C 0.45 0.27 0.65%,回火后40~50。 热处理后的力学性能优于A3钢。 多用于上下夹板(大批量)以及模具中内外导轨等一些小五金件。 立柱、异型套、传动杆、顶针、固定销等。
3.9:属低合金冷作模具钢,含C0.90.5~0.8 0.5~0.8 0.9~1.2≤0.4≤0.03%。 具有一定的淬透性和耐磨性,热处理后为45~54。 多用于模具中间接承受高强度冲击的部位,如上下垫板、脱料垫板和冲头垫板等。
412:属于冷作模具钢,含C 1.5 12 1.0 1.0%,≤0.6%。 具有良好的淬透性、韧性、耐磨性和强度。 高温回火后,尺寸均匀,碳化物细化,50~59。 多用于模板、冲头等模具中直接承受高强度冲击的硬边零件,如卸料板、下模板、冲头、镶件等。
5、其他钢材的代号及热处理性能
复合模具结构图
简易复合模具(G1-110T)
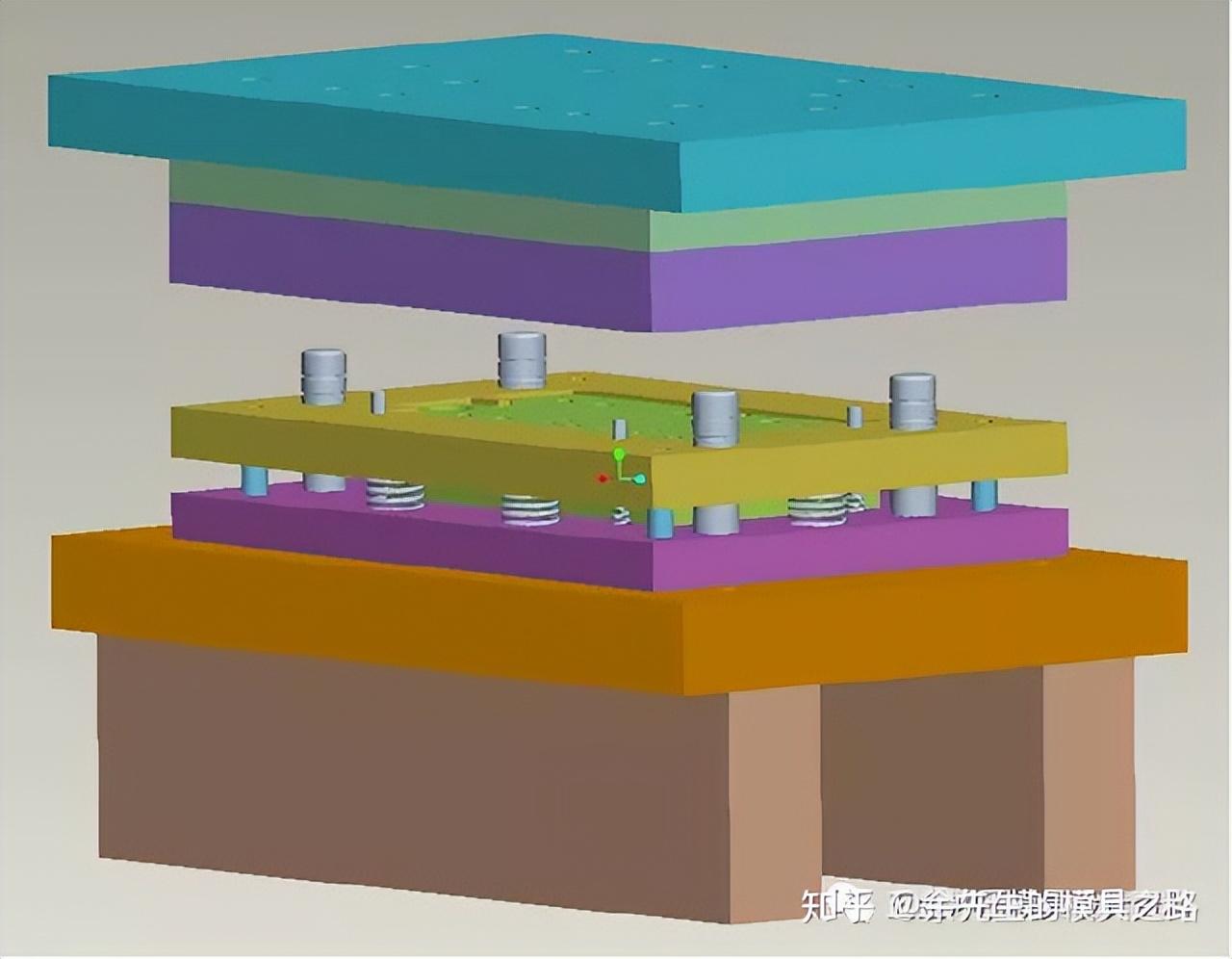
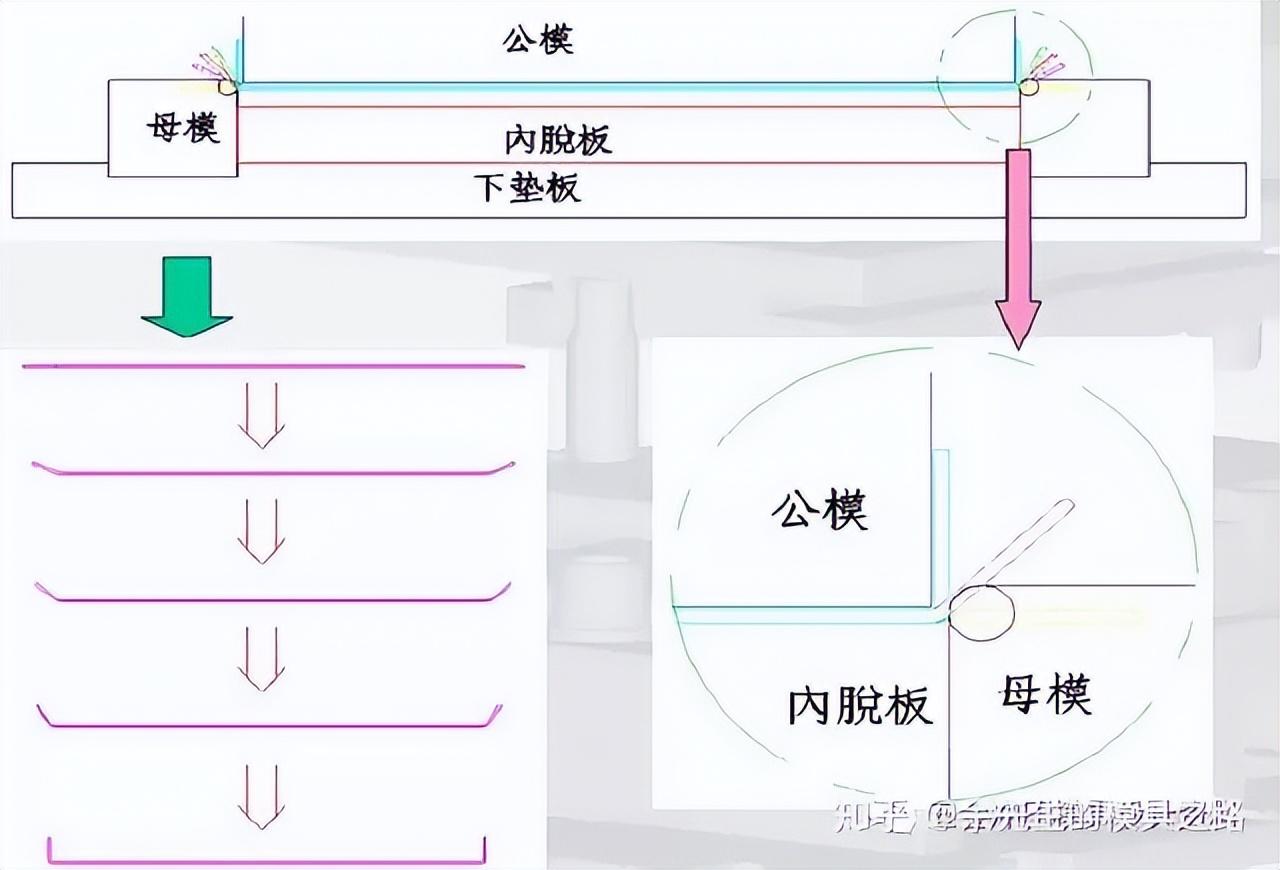
与冲裁模具结构的异同:
复合模与冲孔模的区别在于有内、外脱料板、阴模板和公阴模板; 同时将内导柱固定在下模上。
1、内外剥线:
内脱模主要是将原材料压缩并冲孔,然后将冲头剥离。
外部脱料板在压缩材料的同时将废料与零件分离。
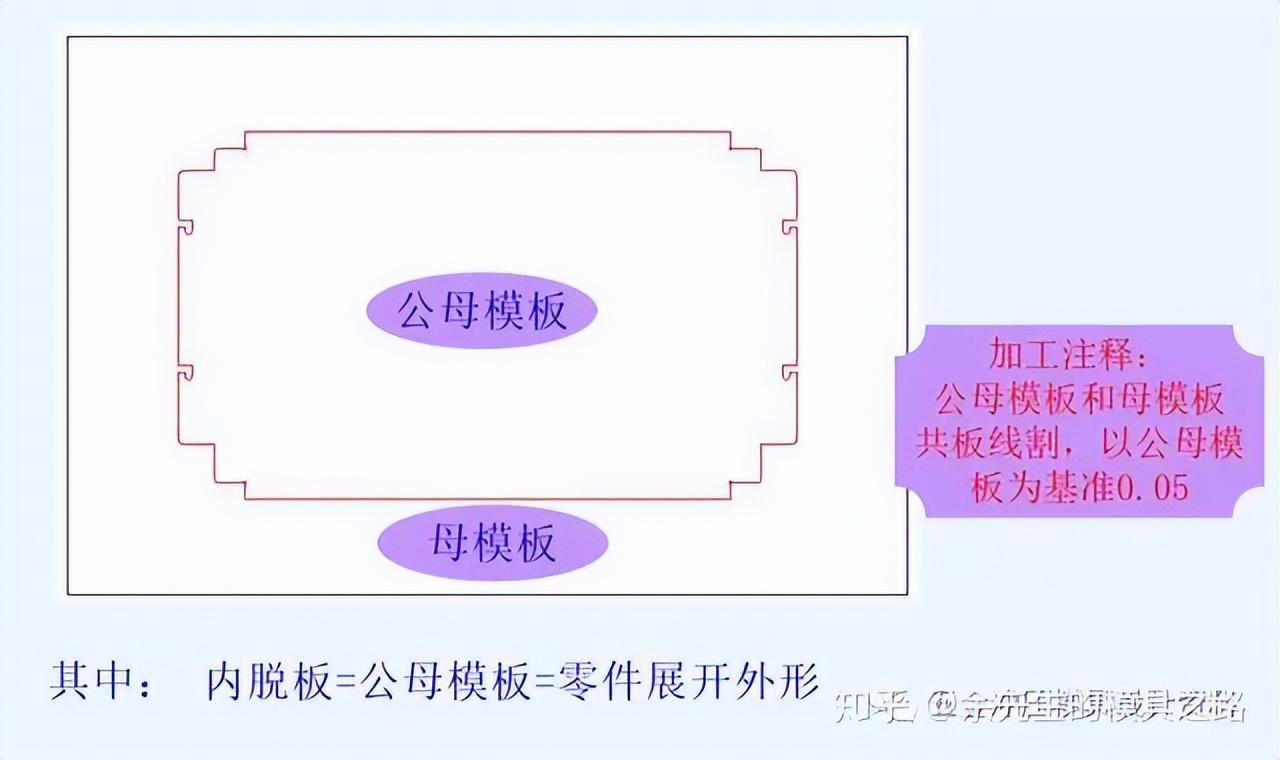
2.主模板:
作为模具,用于冲压零件
3、男女模板:
它生产阳模和阴模。 在切割的过程中,还有一个冲孔的过程。
内外脱板及公母模板的加工方法
普通板线切割:从另一块模板的中心线切割一块板或零件的加工方法称为普通板线切割。
1、内剥外剥结合线切割
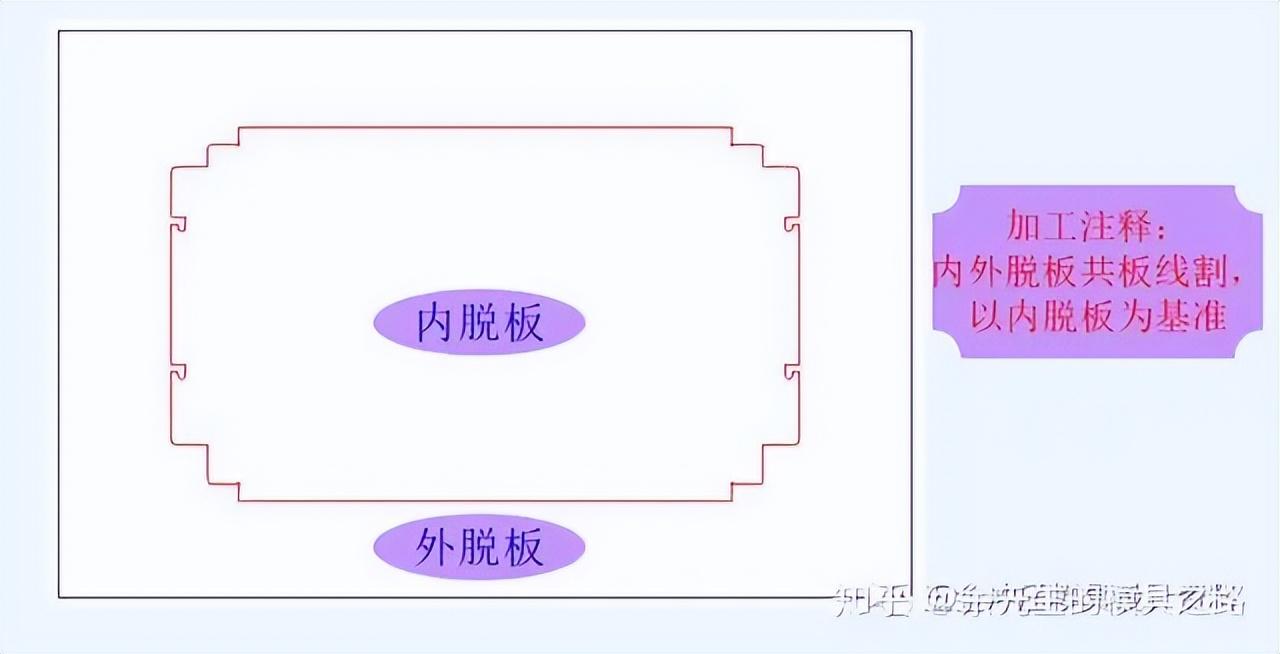
2、公母模板、母模板共用板线切割

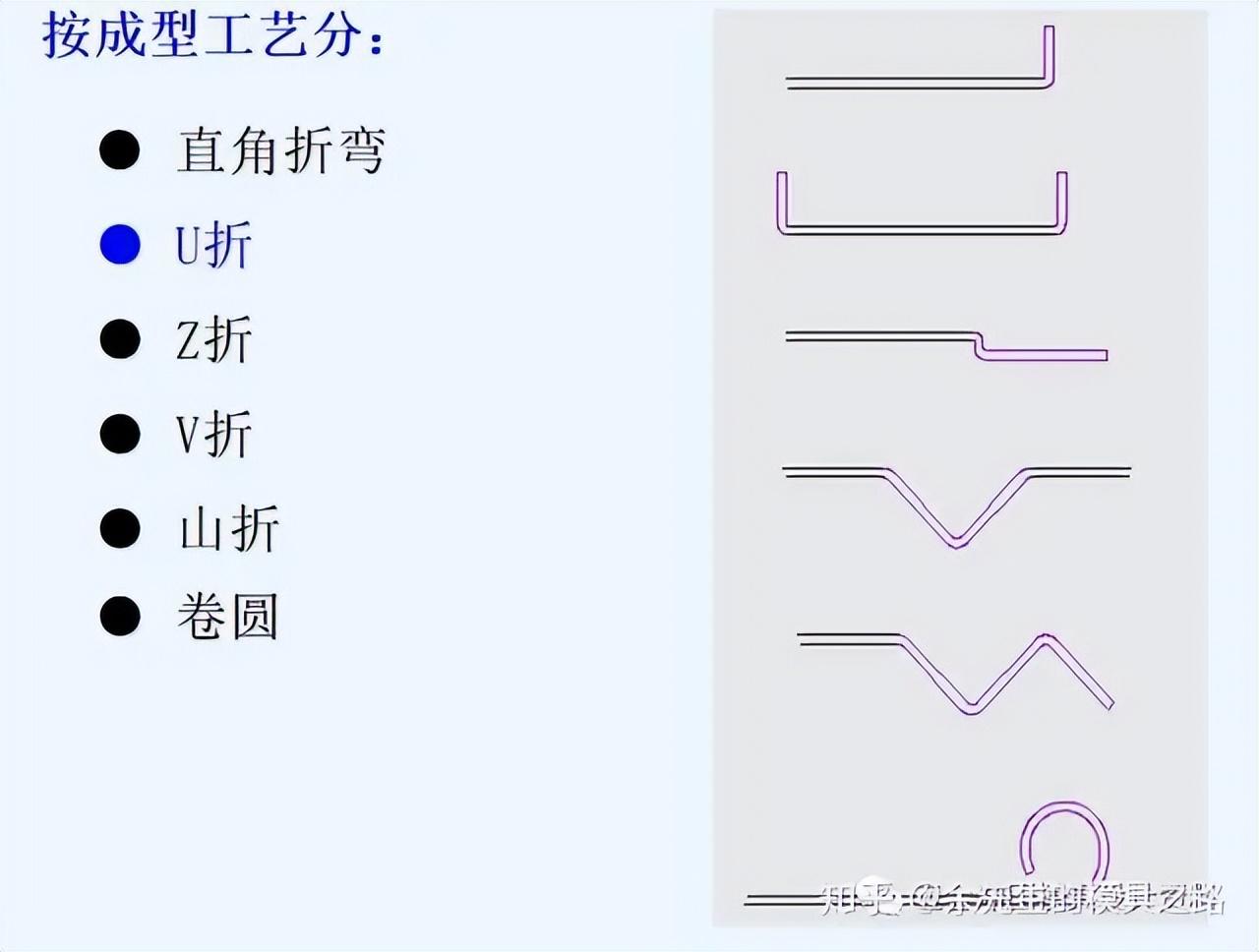
折弯模具结构图
向上弯曲 U 形弯示例
折弯模具成型工艺
连续模式(定义)
连续模又称级进模、多工位级进模、跳步模。 它是根据所加工的工件分为多个等距工位的模具。 在每个工位设计一个或几个基本冲压工序,完成部分或全部冲压件的加工。
连续模可以完成冲裁、弯曲、拉伸等成形工序,直至完成一个冲裁件。 如果冲压件比较复杂,连续模有时只能完成工件的部分冲压工序,冲压的其他工序则由工程模完成。
产品实例
成型工艺:冲孔、折弯、15°斜角压制
连续模(布置图)


修边、冲孔、色拉冲孔、修边、去毛刺、成型、冲孔、去毛刺、弯曲和切割
料宽:连续模内料带宽度(61)
步距:每步送料的距离(88)
车站布局注意事项
刀接:在工位布置中,保证相邻两个冲孔处毛刺光滑的加工方法称为刀接,分为直线接刀和弧刀接刀。
1.直线工具连接
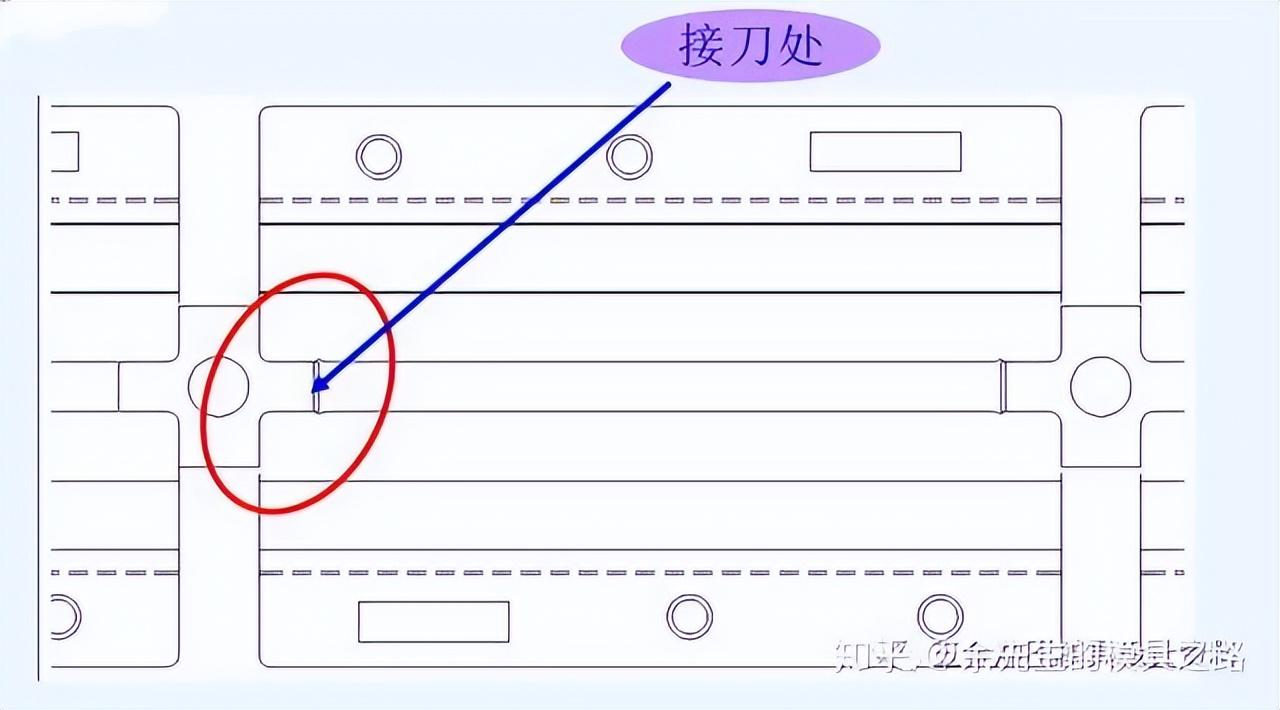
放大图像
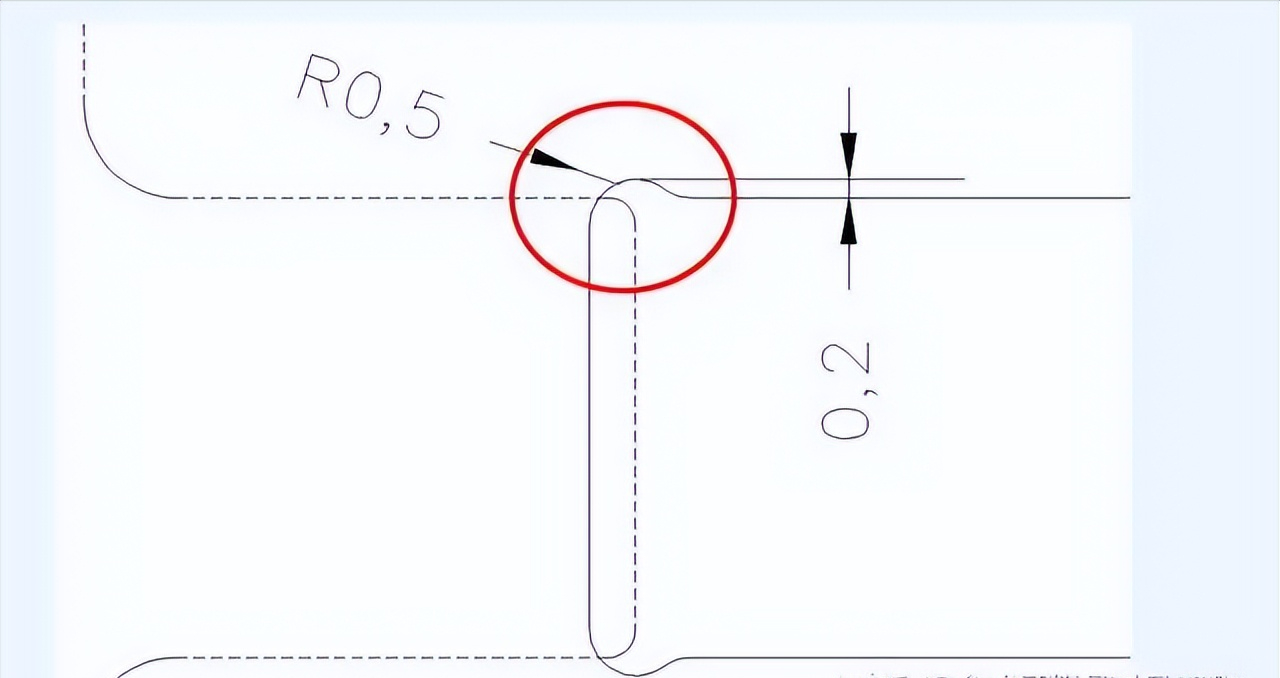
一般圆弧为R0.5/0.8,缺口高度为0.2,具体取决于材料厚度。
2. 圆弧切削刀具
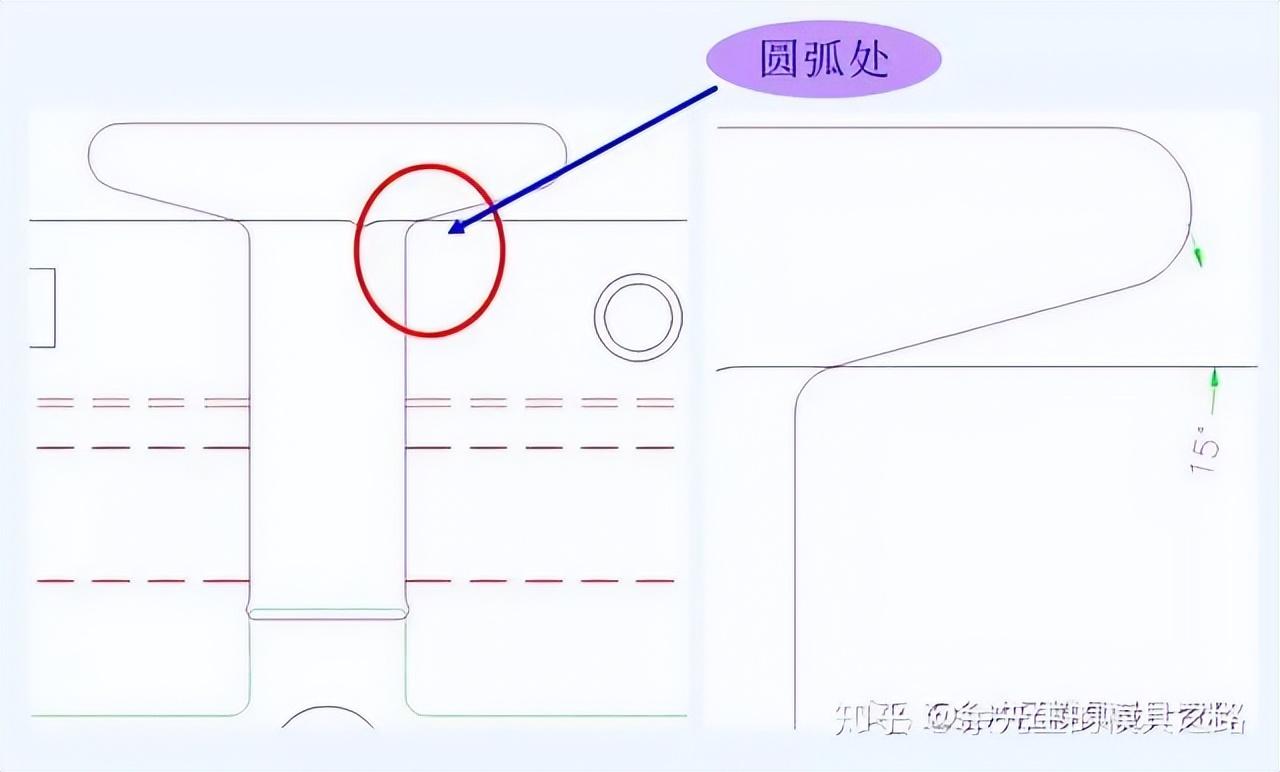
为了保证圆弧冲裁后的平整度,摆角一般为15°或20°。
连续模式结构图
2.冲裁模和复合模的制备指南
2.1 一般原则:
如无特殊要求,模板大于300×300的,订单为50个; 如果模板小于300×300,则订单为10个,以方便供应商准备材料。
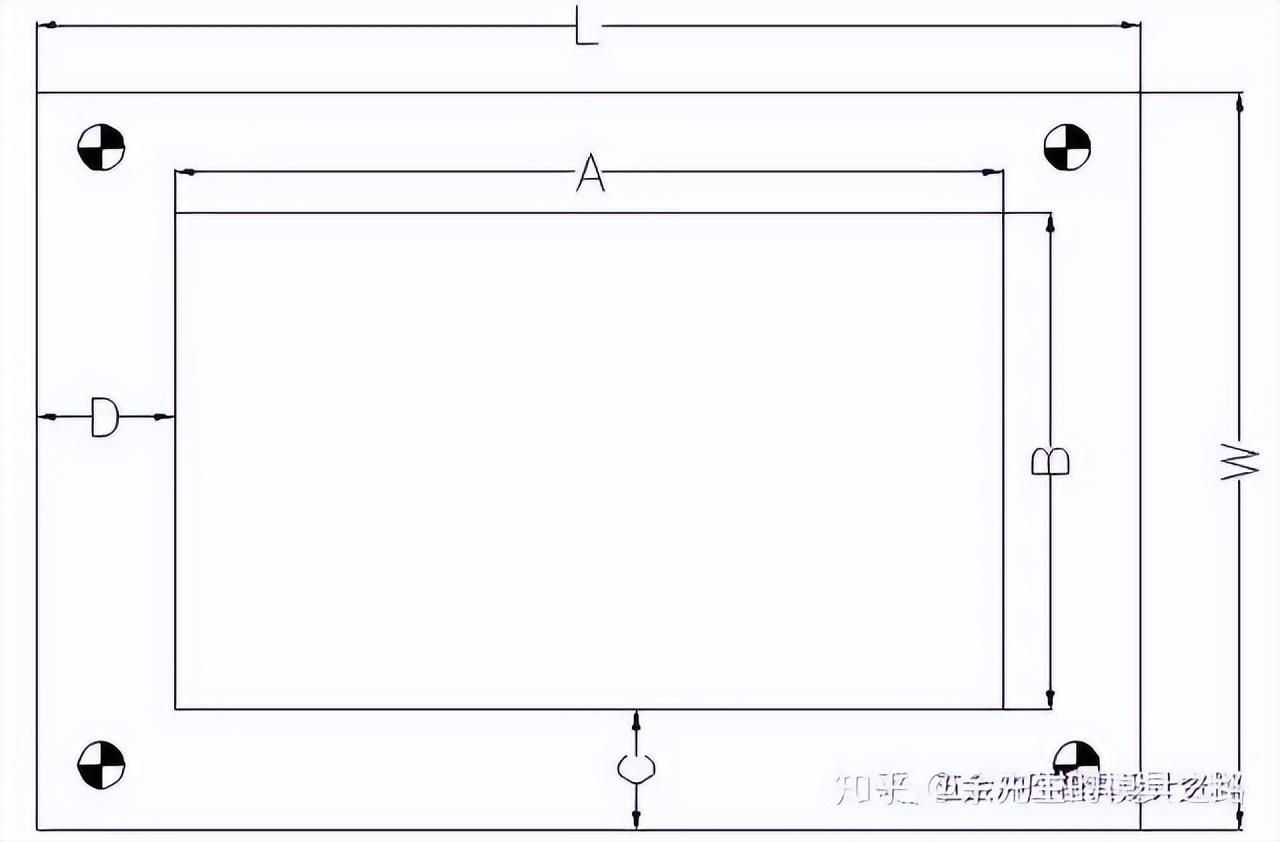
2.2 模板尺寸原则:
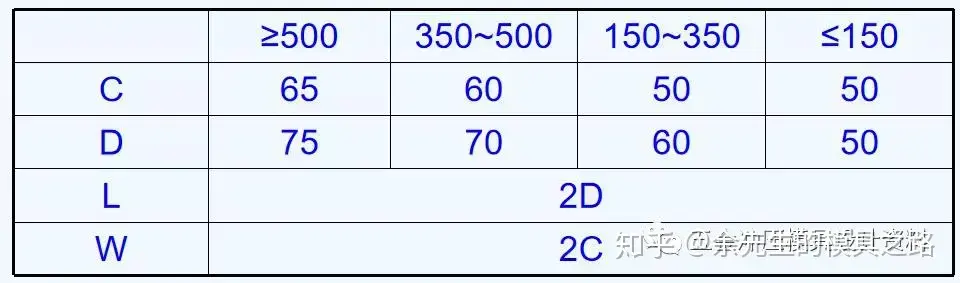
其中:表示产品展开后的最大长度和宽度
L、W代表模板的长宽尺寸
例1:产品展开后是450或280,模板有多大?
450,取70; 280,取50
450+2×70=590≈600、280+2×50=380≈400
所以模板尺寸为600×400
转载请注明出处:https://www.twgcw.com/gczx/1198.html