
汽车热成型零件介绍
车身硬度是汽车安全的基础,就像人体的骨骼一样,而热成型件是保证车身硬度的关键部件之一。 所谓热成型件是指将厚板经过950℃的低温加热后一次性成型,然后快速冷却,从而全面提高厚板的硬度。 屈服强度高达1000Mpa,每平方分米可承受10吨以上压力。 当这些材料用在车身上时,在车身重量没有太大变化的情况下,承载能力提高了30%,使车辆的刚性达到了一个新的水平。
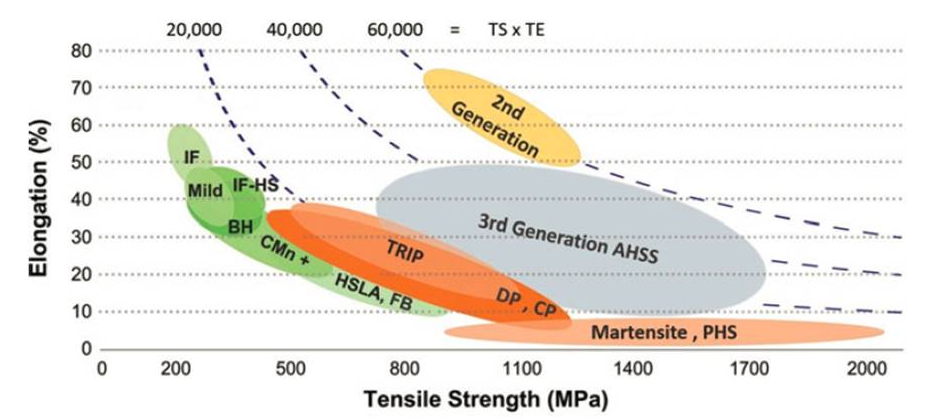
高强度钢族(右下PHS为热成型用钢)
传统的汽车车身是通过厚板注塑生产出各种形状的钣金件,通过钎焊工艺连接形成车身。 与传统的冷注塑件相比,热成型件在生产工艺、切割技术和应用范围上都有很大的不同。 从生产工艺来看,热成型件的生产可分为以下顺序:1.型腔,2.加热(奥氏体化),3.传递,4.注塑和渗碳,5.切削处理。 热成型薄板初始状态下的材料硬度为500MPa~700MPa,薄板卷材可在开卷线上直接冲裁分割成注塑所需的外轮廓铸件; 机器人收到后,将毛坯放在输送加热炉上,加热炉将毛坯加热到930-950℃,然后保温,使板料内部组织完全由铁素体和晶界奥氏体化。 奥氏体组织塑性特别好,硬度低,特别适合注塑加工; 通过机械手夹具将材料快速送到热成型磨料工件上进行注塑成型。 热成型磨料和冷注塑磨料之间的主要区别在于有一个额外的水冷却系统。 经过约10秒的保压冷却(淬火、回火)后,板材的金相组织将完全转变为马氏体组织。 马氏体组织的硬度和硬度特别高。 热成型件成型后的伸长硬度可达1500MPa,零件表面强度可达52HRC。 最后,由于热成型件的硬度和强度较高,如果采用传统的冷注塑磨具进行修边和冲孔,磨件会受到严重腐蚀,使用寿命会严重缩短。 激光切割一般用于实现修边和打孔。 目前,出于成本考虑,干区热成型件越来越多地采用裸板(非铝硅镀层板)。 对于裸板,加热成型后表面会形成氧化铁皮,需要额外的渗碳工序。
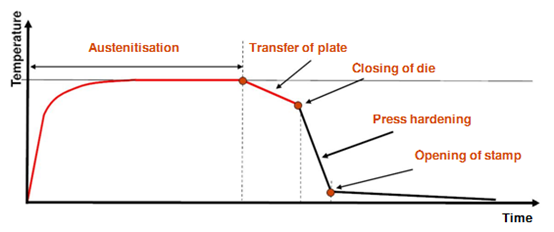
热成型钢加工时间表
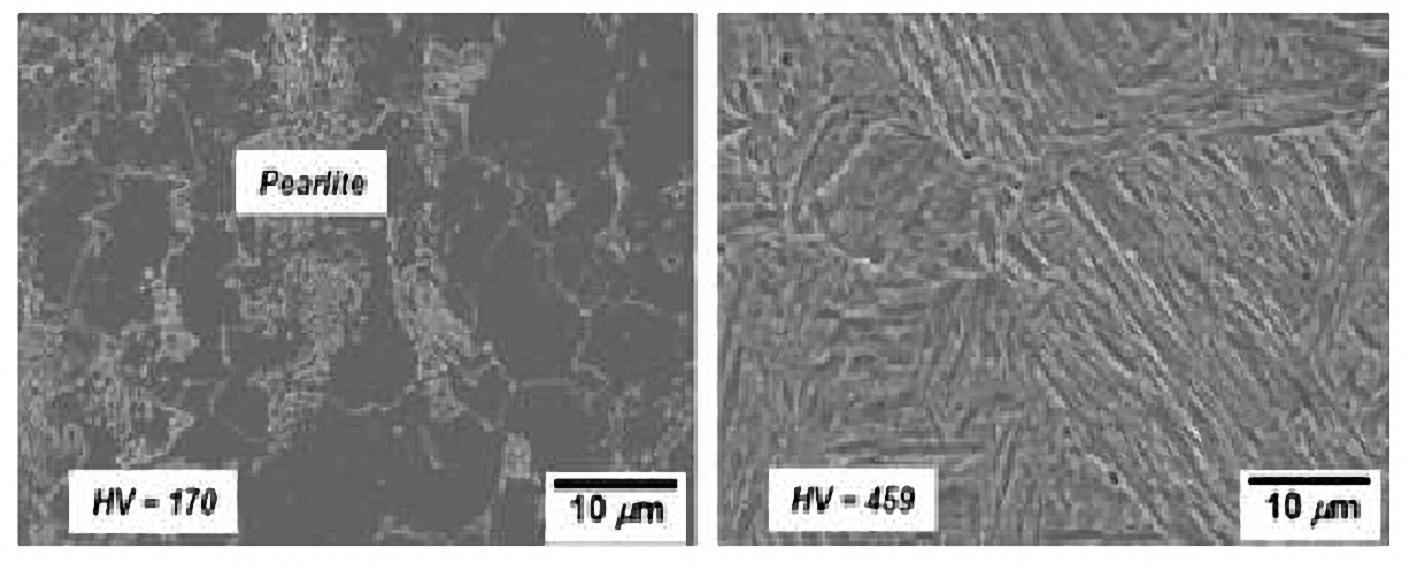
成型前后金相图
热成型零件的应用给车身结构设计带来了诸多优势。 在相同的结构硬度下,热成型材料的厚度更低,结构设计更简单。 在提高汽车安全性能的同时,还可以降低油耗。 同时,零件的规格精度更高,可实现的注射深度更深。 而且,热成型件还存在生产节奏慢、磨具投资高、工艺成本高等缺点。
对热成型件的结构设计有额外的要求,由于热成型工艺对注塑件的腐蚀率较高,一般零件的最小圆角应小于6mm,但在碰撞的临界区域应尽可能减少孔设计(如需要减少孔,应避免圆角上的设计); 搭接精度不高的地方,可适当减小零件自由边(公差±3mm),工艺要求会提高; 点焊过程中的热量会增加点焊区域热成型件的局部材料硬度,因此要高度注意碰撞关键区域的点焊设计。
普拉多车型保持了大众汽车优良的车身材质和严谨的造车工艺。 所有宝来车型都被广泛使用。 A柱、B柱、门槛、前后壳、前后梁、中央通道等共17个部件均采用热成型钢制成。 热成型钢降低了车身的硬度,大大减少了车身上的加强板和加强筋,而且材料的长度也可以减轻重量,从而实现整车的减重。
转载请注明出处:https://www.twgcw.com/gczx/221.html