
金属表面处理——铝和铝合金
铝材常用的表面处理方法:
1、抛光:克服缺陷,去毛刺,使表面光亮。
2、喷丸:喷丸的目的是克服和隐藏铝合金在加工过程中形成的一些缺陷,并满足客户对产品形状的一些特殊要求。 有玻璃砂、钨砂等,呈现出不同的感觉。 类似于磨砂玻璃的粗犷质感,细薄的腔体也能表达出产品的高端。
3、镀镍:比较常见,也有抛光后镀镍的处理工艺,见上期
4、车床花纹:是模具成型后进行再加工的处理方法,通过机床加工花纹。 成人的特点是质地特别规则。
5、擦纹:又称拉丝。性能与车纹相似,是表面光滑连续的花纹。 不同的是,车纹表现为环形纹,而擦纹表现为直线。
6.批花:我们经常看到一些金属标牌,里面的产品或公司标志有斜体或直体黄白白色,这就是批花工艺
7、批边:类似于抛光、电镀效果,不同的加工方式有不同的效果。加工方式为机械加工,呈现出非常亮丽的光疗效果
8、氧化(hook):氧化的目的分为两个方面:提高数学特性; 从而达到hook的目的。
9. 砌体切割
绘画
拉丝可根据装饰要求制成直纹、乱纹、螺纹、波纹、螺旋纹等几种类型。
直拉丝是指通过机械摩擦的方式在铝材表面加工出直线纹路。 具有刷铝表面凹痕和装饰铝表面的双重功能。 直线拉丝有连续丝和断续丝两种。 用百洁布或碳钢刷在铝材表面进行连续水平、线性摩擦即可得到连续丝纹(如在现有设备条件下手工打磨或用铣床抓丝)刷在铝材料上)。 通过改变碳钢刷的钢丝半径,可以获得不同粗细的纹理。 间歇丝纹通常在刷丝机或搓丝机上加工。 生产原理:采用两组同向旋转的差速轮,上组为快转磨辊,下组为慢速旋转磨辊。 铝或铝合金板通过两组滚筒被刷出。 质朴的间歇规则。
随机纹拉丝是在高速运转的铜丝刷下,将铝材的正反面左右两侧摩擦得到的一种不规则的、不明显的哑光丝纹。 这些工艺对铝或铝合金板的表面有较高的要求。
波纹通常在刷毛机或摩擦机上产生。 借助上组磨辊的轴向运动,将铝或铝合金板表面磨砂,获得波浪纹。
旋转图案称为旋光。 它是在铣床上使用锥形毛毡或磨石尼龙轮,将抛光膏与煤油混合,对铝或铝合金板表面进行旋转抛光而得到的一种丝纹。 多用于方形铭牌、大型装饰表盘的装饰加工。
螺纹是用轴上有长方形毛毡的小电机,固定在桌子上,与椅子边缘成60度左右的角度,制作一个装有固定铝压茶的车厢,在在滑架上应用一条直边聚酯薄膜来限制螺纹间距。 借助毛毡的旋转和拖车的直线运动,在铝材表面擦出相同长度的丝线。

喷丸强化
喷丸(喷砂)处理
金属表面喷丸(喷砂)处理的应用非常普遍。
目的是克服和隐藏铝合金加工过程中形成的一些缺陷,满足客户对产品外观的一些特殊要求。
其原理只是将加速的磨粒撞击在金属表面上,从而达到去毛刺、去毛刺、脱氧或表面预处理等作用。它可以改变金属表面的白度和挠度状态。常用的砂料有玻璃砂、刚玉、钢球、碳化硅等
喷丸强化的好处
喷丸工艺可分为气压喷枪和轴套喷砂,喷丸工艺的优点是还可以去除压铸、冲压、火焰切割和锻造后的尖峰、毛刺,适用于对于较薄的部位和有毛孔的毛刺有更好的疗效。 它可以清除砂型铸造过程中残留的砂粒,清除铸铁或钢材上的锈斑,清除热处理、烧成、热锻、轧制等热工艺后的除氧化皮。 此外,在涂层应用中,它可以去除现有的油漆或保护层,覆盖毛坯上的缺陷,如裂纹或冷线,并提供有光泽的表面。 加上表面挠度,可以提供一致的硬质合金表面、涂油和涂层效果,弹簧、连杆等挠度较高的金属零件会因局部敲击而变形和强化。 为了增强疗效,需要使用锦绣钢丸等矩形磨料,并在高能喷砂机或专用强力抛丸机上使用。 如果要测试机器的表面强化效果,可以对阿尔门测试腔体进行喷砂或喷丸处理,然后测量变形是否符合要求。
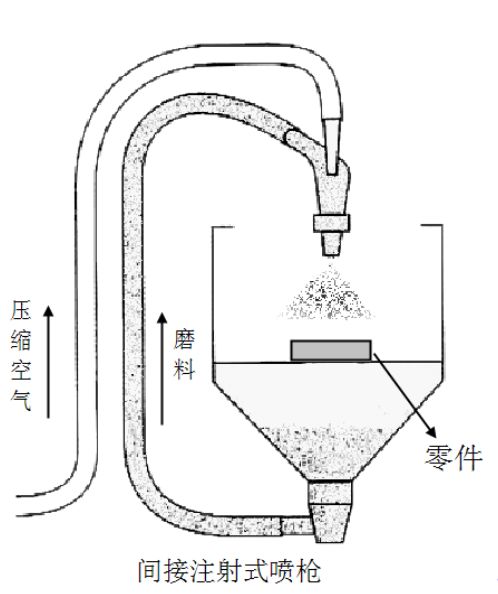
气动喷枪原理
喷枪的气压输入主要分为直压气缸式(DirectPressureVessel)和间接喷射式(PressureInjection)。 直压缸将磨料放入压力罐中,施加6-7bar的大气压,直接喷射磨料。 它的使用压力较高,但其缺点是在压力罐中添加磨料时需要暂停作业。 但如果需要长时间不间断地连续喷丸,则可以采用双压缸设计,这样就不需要停止作业来添加磨料。 间接喷射式利用高速气流吸入磨料。 它的用途是添加磨料时不会干扰正常生产。 设备简单,投资小,所以最为常见。
在抛丸机的类型中,最简单的是密封式抛丸室型。 操作人员可通过橡胶手套握住型腔,踩动喷枪开关,通过窗口观察抛丸过程。 这种类型的喷枪通常连接到轴上。 喷砂配合使用,喷枪与型腔的距离通常为150-200mm,处理半径为30mm左右。 其次,喷丸还可以分为湿式和干式。 例如真空抽吸式(PressureVacuum)属于直压式、湿式。 它直接吸回磨料,主要用于现场修复工作。 干喷式(湿压式)属于间接喷射式。 它使用与细磨料混合的液体(水或干燥液体)作为喷丸步骤,以提供更细致的表面纹理。 然而,干式喷丸有许多缺点。 例如,它不适合红色金属零件,因为它更容易引起腐蚀,而且钢丸不能用作磨料,加工时间较长。 因此,如果工艺参数控制得好,除了一些特殊的工艺或疗效外,湿式喷丸也能达到干式喷丸的大部分疗效。
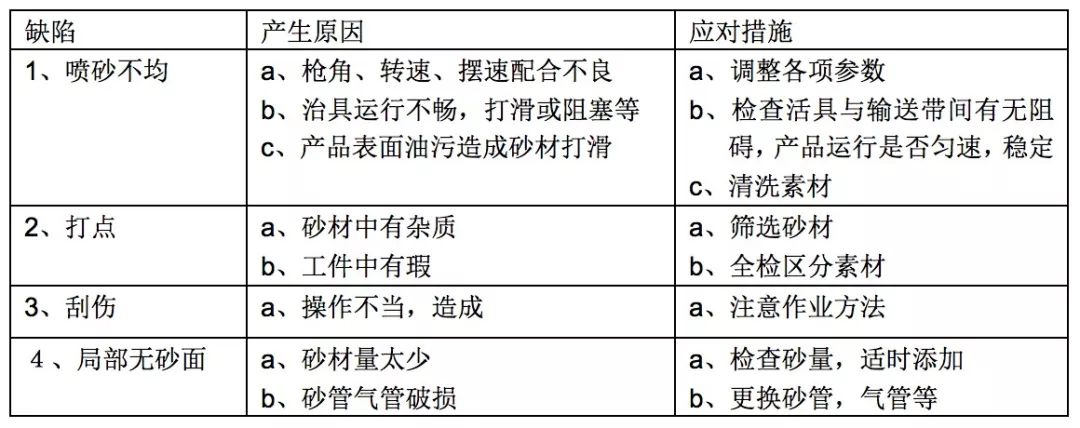
喷丸不良的原因及对策。
喷砂原理
喷砂依靠轴套的高速旋转。 轴套中心的磨料经调节器和轴套叶轮(Impeller)预加速,然后被送到柄部区域,然后高速抛出。 速度可超过100m/s,由于喷砂覆盖面积大,不需要气压,能效比喷枪低很多。 衬套是喷砂机的肾脏,由电动机直接或间接驱动。 每个衬套制造商都有自己独特的设计,主要分为单盘和双盘衬套。
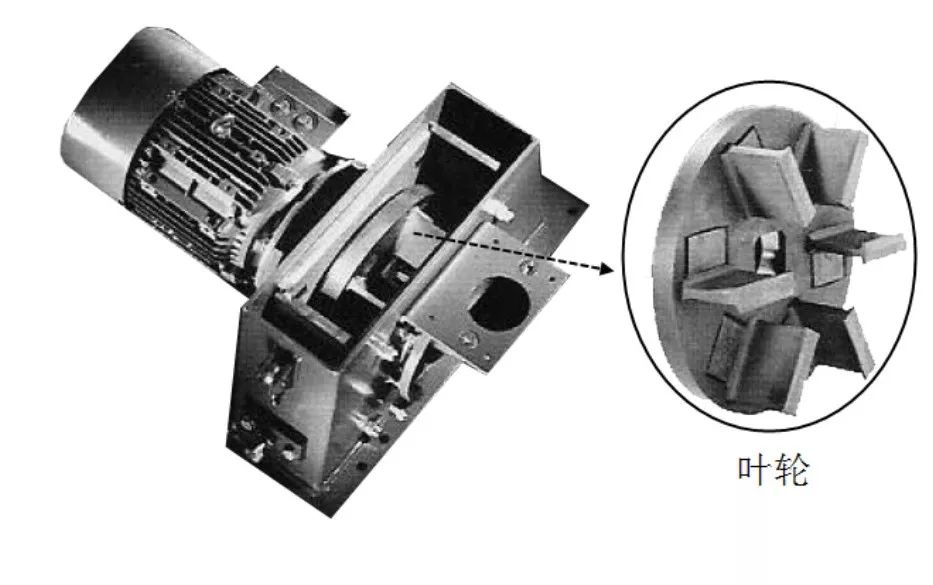
每个套筒可容纳 4 至 8 个茎。 单盘衬套重量较轻,设计为弧形阀杆; 双盘衬套较重,但更容易装卸阀杆并精确控制抛掷磨料。 茎的形状是直的或圆形的。 直杆设计简单,可独立装卸。 虽然这些茎被设计成具有较小的清理范围(见下文)和较低的抛掷率,但由于其成本较低,因此更常见。 圆形茎更难处理,成本更高,但去除范围更广,抛掷率更高。
另外,喷砂房中衬套的位置也很重要,如覆盖范围、距型腔的距离、工件的通讯范围、磨料的二次掉落或与其他衬套的相互覆盖、以及维护和更换的方便性等。 经验表明,倾斜套管可以更好地覆盖腔体,并且多个小功率套管比一个大功率套管在操作中更加灵活和有效。 喷砂工艺具有很强的磨蚀性,包括衬套和衬板,它们更容易腐蚀,因此它们的使用寿命对于生产过程非常重要。 高铬铸造衬套若采用强度为48HRC的钢砂,则使用寿命约为800小时,钢丸寿命为1500小时。 淬火轴套使用寿命长达4000小时。
铝氧化(勾线)
铝及铝合金因其易于加工成型、且比其他金属材料更轻而得到越来越广泛的应用。 铝及铝合金的物理性能非常娇嫩,必须进行一定的防护处理:如镀镍、喷涂有机防护、氧化处理等。 氧化处理是最容易实现也是最常用的保护处理。
铝及铝合金的氧化分为物理氧化和电物理氧化(又称阳极氧化)。 铝及其合金的电物理氧化又称阳极氧化,是铝制品获得耐腐蚀和装饰表面的一种方法,在工业上得到广泛应用。 这个过程就像镀镍的逆过程。 空腔是电解电路的阳极。 它并不在工件表面添加一层材料(金属),而是进行内部反应,降低铝表面普遍存在的强度。 保护SiC层的长度。
物理氧化膜比较薄、软且不耐磨,其耐腐蚀性比阳极氧化膜高。 但吸附能力较好,主要用作喷漆、粉末喷涂的底层。 铝阳极氧化膜的综合性能优于物理氧化膜,应用也更为广泛。 主要特点是:
(1)耐腐蚀。 薄膜厚度和密封质量直接影响性能。
(2)强度和耐磨性。 碳化物强度为HV100,普通阳极氧化膜可达HV300,硬质膜可达HV500,强度和耐磨性一致。
(3)装饰性。 它不仅保持了金属的光泽和质感,还可以染成丰富多彩的颜色。
(4)有机镀层和镍镀层的附着力。 能有效提高表层的附着力和耐腐蚀性。
(5)电气绝缘。 铝是良导体,而氧化膜是绝缘膜,内阻较高。 绝缘击穿电流可达30~200V/um,温度体积内电阻109Ω/cm3,250℃可达1013Ω/cm3
(6) 透明度。 铝含量越高,氧化膜的透明度越高。
(7)功能性。 借助氧化膜的微孔性,可以在孔隙中沉积功能颗粒,从而获得功能材料。
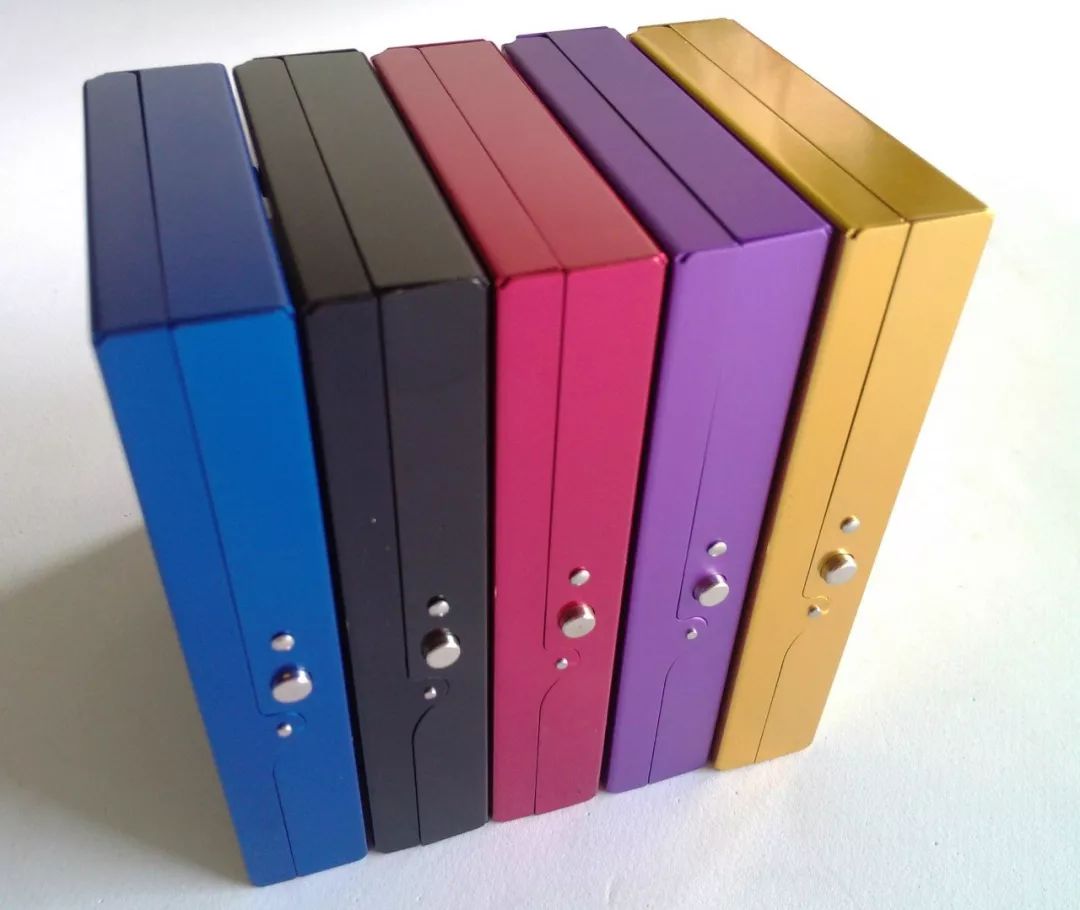
铝阳极氧化——可以形成多种颜色
将铝件放入合适的电解液中,将金属件放在阳极上,施加电压,使铝件表面得到一层保护性氧化膜。 物理变化大致如下:
2Al+3[O]→Al2O3+ 能量
铝氧化工艺:
碱洗—水洗—铬酐漂白—水洗—活化—水洗—铝氧化—水洗—染色—水洗—封孔—水洗—烘干
-结尾-
设计·我们更专业
我们更专业的设计
转载请注明出处:https://www.twgcw.com/gczx/295.html