
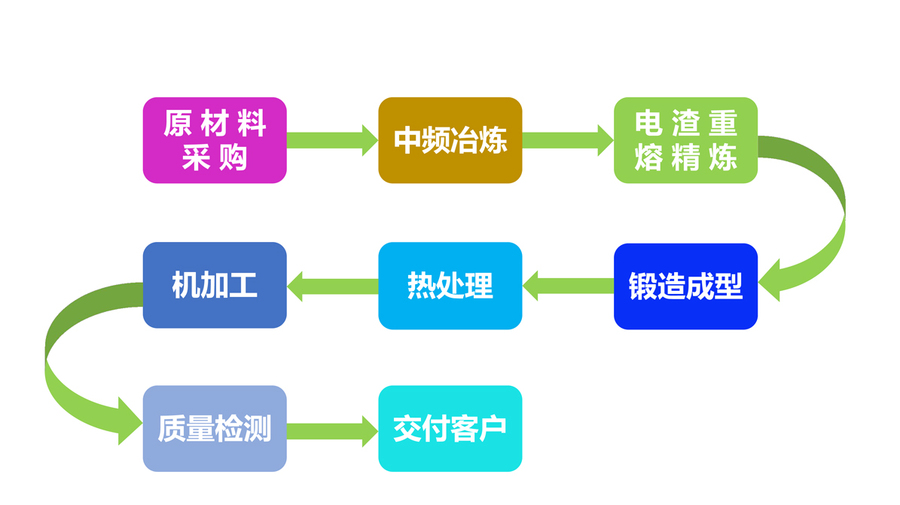
锻造的工艺流程 (锻造的工艺流程图)
 锻造工艺流程概述
不同的锻造方法具有不同的工艺流程,其中热模锻的工艺流程最长。一般来说,热模锻的工艺流程如下:
1. 锻坯下料:将原材料根据所需的锻件形状和尺寸下料。
2. 锻坯加热:将锻坯加热到锻造温度,通常在材料的结晶温度以上。
3. 辊锻备坯:使用辊锻机对锻坯进行预成形,使其形状更接近所需的最终形状。
4. 模锻成形:将加热后的锻坯置于模具中,通过压力将其锻造成所需的形状和尺寸。
5. 切边:去除锻件边缘多余的材料。
6. 冲孔:在锻件上冲出所需的孔洞。
7. 矫正:通过矫正装置对锻件进行塑性变形,使其符合尺寸和形状公差要求。
8. 中间检验:对锻件的尺寸和表面缺陷进行检验。
9. 锻件热处理:通过热处理工艺消除锻造应力,改善锻件的金属切削性能。
10. 清理:去除锻件表面的氧化皮。
11. 矫正:再次对锻件进行矫正,确保其形状和尺寸满足要求。
12. 检查:包括外观检查和硬度检查,重要锻件还需进行化学成分分析、机械性能、残余应力等检验和无损探伤。
自由锻的主要工序
自由锻是指利用锻锤或压力机对坯料进行自由变形,主要工序如下:
1. 拔长(延伸):使坯料横断面积减小、长度增加。
2. 镦粗:使毛坯高度减小,横断面积增大。
3. 冲孔:在坯料上冲出透孔或不透孔。
4. 弯曲:将坯料弯成规定的外形。
5. 切割:将坯料分成几部分或部分地割开。
6. 错移:将坯料的一部分相对另一部分平行错开一段距离。
7.锻接:将两块坯料加热后用锤快击,使其在固态结合。
8. 扭转:将毛料的一部分相对于另一部分绕其轴线旋转一定角度。
自由锻造设备的类型
根据限制锻造力形式、准冲程限制方式、冲程限制方式和能量限制方式,自由锻造设备可分为以下类型:
1. 油压机:由油压直接驱动滑块,限制锻造力。
2. 曲柄连杆油压机:由油压驱动曲柄连杆机构,准冲程限制。
3. 机械式压力机:由曲柄、连杆和楔机构驱动滑块,冲程限制。
4. 螺旋压力机:利用螺旋机构的螺旋和磨擦限制能量。
锻造、冲孔、压锻和铸造的区别
锻造:在结晶温度以上通过挤压拉伸变形得到希望的组织,打断大晶粒和纤维组织。
冲孔:冷加工的一种,直接冷加工得到想要的型状。
压锻:在车床压滚的作用下,直接冷加工得到想要的型状。
铸造:将金属熔化加入某些元素,倒入模型中得到铸件。
冲压加工的工艺流程
冲压加工是一靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压加工的工艺流程通常包括以下步骤:
1. 下料:将原材料根据所需的冲件形状和尺寸下料。
2. 冲孔:在板料上冲出所需的孔洞。
3. 折弯:将板料弯曲成规定的角度或形状。
4. 成形:使用模具对板料进行塑性变形,使其获得所需的形状和尺寸。
5. 修边:去除冲件边缘多余的材料。
6. 表面处理:对冲件进行表面处理,如喷涂、镀层等。
锻造工艺流程概述
不同的锻造方法具有不同的工艺流程,其中热模锻的工艺流程最长。一般来说,热模锻的工艺流程如下:
1. 锻坯下料:将原材料根据所需的锻件形状和尺寸下料。
2. 锻坯加热:将锻坯加热到锻造温度,通常在材料的结晶温度以上。
3. 辊锻备坯:使用辊锻机对锻坯进行预成形,使其形状更接近所需的最终形状。
4. 模锻成形:将加热后的锻坯置于模具中,通过压力将其锻造成所需的形状和尺寸。
5. 切边:去除锻件边缘多余的材料。
6. 冲孔:在锻件上冲出所需的孔洞。
7. 矫正:通过矫正装置对锻件进行塑性变形,使其符合尺寸和形状公差要求。
8. 中间检验:对锻件的尺寸和表面缺陷进行检验。
9. 锻件热处理:通过热处理工艺消除锻造应力,改善锻件的金属切削性能。
10. 清理:去除锻件表面的氧化皮。
11. 矫正:再次对锻件进行矫正,确保其形状和尺寸满足要求。
12. 检查:包括外观检查和硬度检查,重要锻件还需进行化学成分分析、机械性能、残余应力等检验和无损探伤。
自由锻的主要工序
自由锻是指利用锻锤或压力机对坯料进行自由变形,主要工序如下:
1. 拔长(延伸):使坯料横断面积减小、长度增加。
2. 镦粗:使毛坯高度减小,横断面积增大。
3. 冲孔:在坯料上冲出透孔或不透孔。
4. 弯曲:将坯料弯成规定的外形。
5. 切割:将坯料分成几部分或部分地割开。
6. 错移:将坯料的一部分相对另一部分平行错开一段距离。
7.锻接:将两块坯料加热后用锤快击,使其在固态结合。
8. 扭转:将毛料的一部分相对于另一部分绕其轴线旋转一定角度。
自由锻造设备的类型
根据限制锻造力形式、准冲程限制方式、冲程限制方式和能量限制方式,自由锻造设备可分为以下类型:
1. 油压机:由油压直接驱动滑块,限制锻造力。
2. 曲柄连杆油压机:由油压驱动曲柄连杆机构,准冲程限制。
3. 机械式压力机:由曲柄、连杆和楔机构驱动滑块,冲程限制。
4. 螺旋压力机:利用螺旋机构的螺旋和磨擦限制能量。
锻造、冲孔、压锻和铸造的区别
锻造:在结晶温度以上通过挤压拉伸变形得到希望的组织,打断大晶粒和纤维组织。
冲孔:冷加工的一种,直接冷加工得到想要的型状。
压锻:在车床压滚的作用下,直接冷加工得到想要的型状。
铸造:将金属熔化加入某些元素,倒入模型中得到铸件。
冲压加工的工艺流程
冲压加工是一靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压加工的工艺流程通常包括以下步骤:
1. 下料:将原材料根据所需的冲件形状和尺寸下料。
2. 冲孔:在板料上冲出所需的孔洞。
3. 折弯:将板料弯曲成规定的角度或形状。
4. 成形:使用模具对板料进行塑性变形,使其获得所需的形状和尺寸。
5. 修边:去除冲件边缘多余的材料。
6. 表面处理:对冲件进行表面处理,如喷涂、镀层等。 转载请注明出处:https://www.twgcw.com/gtqy/67168.html