
气保焊丝钢材怎么选?先分清焊条、焊丝和药皮
焊材的分类
前言:焊接材料能够被划分成,焊条,焊丝,焊剂,这些在进入场地投入使用之前是需要开展试验的,要等合格了之后才可以进行使用!一般情况下是运用焊接工艺评定来评判焊材的性能!
焊条:
焊条,它是由焊芯以及药皮共同构成的,在进行气焊或者电焊的时候,属于那种用来熔化进而填充放置于焊接工件的接合处的金属条。焊条所采用的材料,时常是跟工件的材料保持相同或者相互匹配的状态。
焊芯:
通常来讲,那是一根具备一定长度以及直径尺寸的钢丝。每当焊接操作进行的时候,焊芯存在着两个方面的作用:其一,是传导那个焊接电流,进而能够产生电弧,将电能去予以转换成为热能;其二,焊芯自身会发生熔化以作为填充金属,与液体状态的母材金属相互熔合之后形成焊缝。
焊条药皮:
即用来指代涂覆于焊芯表面的、那叫作涂料层的部分。其中,药皮于焊接进程里,会分解且熔化,之后形成气体以及熔渣,它能从中发挥出在机械方面予以保护的作用,在冶金领域进行处理的作用,还有使得工艺性能得以改善的作用。
价格:
以金桥品牌J422来说,在网上,一包是10斤,一斤的价格是12块,如此算来,一包大概在120元左右。
焊条型号编制方法如下:
单独一个字母“E”,它所代表的含义是焊条;至于前两位数字呢,其作用是用来表示熔敷金属抗拉强度的最小值;再来说第三位数字,它代表的是焊条的焊接位置,要是数字是“0”以及“1”,那就表明这种焊条适用于全位置焊接,也就是平焊、立焊、仰焊、横焊这几种焊接方式,而数字“2”表示的是焊条适用于平焊以及平角焊,数字“4”则表示焊条适用于向下立焊;当第三位和第四位数字组合在一起的时候,它们所表示的是焊接电流种类以及药皮类型。在第四位数字之后,如果附加了“R”,那就意味着这是耐吸潮焊条,如果附加了“M”,表示的是耐吸潮且力学性能有特殊规定的焊条,要是附加了“-1”,表明是冲击性能有特殊规定的焊条。
E43系列
E43系列,其熔敷的金属能够承受的抗拉强度,大于或等于421兆帕斯卡(等同于4300千克力每平方厘米)。
焊条型号 | 药皮类型 | 焊接位置 | 电流种类
E4300 特殊性 平、立、仰、横 交流或直流正、反接
E4301 钛铁矿型 平、立、仰、横 交流或直流正、反接
E4303 钛钙型 平、立、仰、横 交流或直流正、反接
E4310 高纤维素钠型 平、立、仰、横 直流反接
E4311 高纤维素钾型 平、立、仰、横 交流或直流反接
E4312 高钛钠型 平、立、仰、横 交流或直流正接
E50系列
E50系列,熔敷金属的抗拉强度,大于或等于490MPa(5000kgf/cm^2),是这样的情况哟。
焊条型号 | 药皮类型 | 焊接位置 | 电流种类
E5001 钛铁矿型 平、立、仰、横 交流或直流正、反接
E5003 钛钙型 平、立、仰、横 交流或直流正、反接
E5010 高纤维素钠型 平、立、仰、横 直流反接
E5011 高纤维素钾型 平、立、仰、横 交流或直流反接
如何区分焊条的酸碱性:
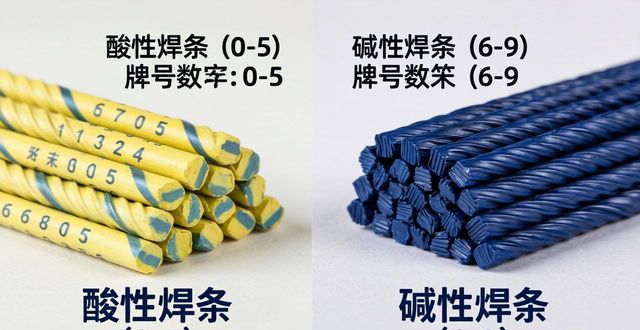
1.通过焊条牌号末位来识别酸碱性,末位数字处于0至5范围的属于酸性焊条,而处于6至9范围的乃是碱性焊条。
2.通过观察钢芯表面的颜色,碱性焊条末端常常呈现烤蓝色,然而酸性焊条却不存在这种情况。
3.依据熔渣的颜色来判断,碱性焊条熔渣的背面呈现出乌黑色,其渣壳相对较为致密,酸性焊条熔渣的背面呈现出亮黑色,渣壳相对比较疏松,且具有多孔的特点。
酸碱焊条的性能:
J422属于酸性焊条,J为焊条牌号,其是中文JIE拼音所指的代表结构钢,422意味着强度是422MPA,牌号是E4303。
具备相对便于进行焊接的特性,同时飞溅程度要小,烟尘数量也要少。422焊条能够交直流两用,然而使用直流焊接时易于出现偏弧现象,属于长弧焊接方式,其长度相较于507略长,若弧长太长同样会产生气孔。这种弧的长度仅仅能在焊接过程中,由自身去作比较判断,无法借助尺子进行测量。将电流设置得略微偏小一些,焊缝盖面会显得漂亮。
是碱性焊条的当中的J 506以及J 507,J作为焊条牌号,其乃是取中文JIE的拼音,所指的是结构钢!
它的药皮存有易于受潮的特性,在进行焊接之前需要予以烘干处理,正因如此烟尘相对较大,一旦烘干效果不佳便易于产生气泡。这是碱性焊条,其只能采用直流反接方式,并且要进行短弧操作,因为长弧操作容易出现气孔现象。在填充结束之际切勿破坏坡口边缘,只有这样盖面才能够确保呈现为一条直线,当然了,焊接高手不在此列。
在操作方面,J422进行焊接时较为容易,然而从防止出现裂纹来讲,J507进行焊接才比较容易。J422被应用于对要求不高的低碳钢以及结构钢展开焊接,它适合在交直流电源的情况下进行全位置焊接。506和507都是碱性焊条,它们被用在对要求高的低碳钢、高碳钢以及合金钢进行焊接,并且只能采用直流电源来进行焊接。
针对民用领域而言,J422以及J506的使用频率相对偏高,就工业范畴来讲,J507、J427的应用数量更为可观,然而在民用方面,直径为3.2的使用量会更多一些。
酸碱焊条的价格:
一般来说酸性焊条价格相对较低!
焊条的匹配性:
选用E4303 (J422) 焊条的,其母材类型为Q235 ,选用E5016 (J506)焊条的,其母材类型是Q345。
焊丝:
焊丝能够划分成药芯焊丝,也被叫成粉芯焊丝、管状焊丝,其含有加气保护以及不加气保护两种类别。药芯焊丝的表面同实芯焊丝一样,仅仅是药芯内部是药粉,实芯焊丝是实心的,是借助塑性较好的低碳钢或者低合金钢等材料制作而成的。
先要把钢带进行轧 ,使其成为U形断面形状 ,接着要把按剂量配好的焊粉加到U形钢带里面 ,之后用压轧机轧紧 ,最后经过拉拔制成不同规格的药芯焊丝。
药用的芯部焊丝能够被拿用来专门针对碳钢,低合金结构钢,耐热钢,高张力钢,高强度经过淬火回火处理的钢,不锈钢以及具备硬面耐磨特性的钢材等等去开展焊接操作。
药芯焊丝
药芯焊丝和实芯焊丝的区别是:
实心焊丝的管呈现为实心的状态,而药芯焊丝的管内部存在药芯,药芯具备稳弧的作用,药芯还能够改善操作性能,药芯也会起到保护作用。
与实心焊丝相较而言,药芯焊丝所产生的飞溅较小,并且即便持续不断地进行使用,也不会出现堵塞焊枪嘴的情况。
优于实心焊丝的是药芯焊丝的作业性能,药芯焊丝的熔敷效率略微低于实心焊丝,然而熔敷速度相比实心焊丝呀,可要快出许多呢。
二氧化碳气体保焊药芯和实芯焊接方法的区别:
1。就保护方法而言,药芯焊丝存在着气体保护这种情况,而且还有渣保护这种情况,然而实心焊丝仅仅只有气体保护这一种情况。
2。在焊缝成形方面,存在着的差异是较为显著的,这主要是因为,当使用纯CO2气体对实心焊丝进行保护时,飞溅现象相对比较大,基于这样的情况,外观表现也就比较差。实心焊丝若采用混合气保护或者纯氩气保护,飞溅问题会得到克服,然而其成分相较于药芯焊丝会更昂贵。所以,在很多存在外观要求的情形下,对于填充层而言,可以选择运用二保焊实心焊丝,而盖面层则改用二保焊药芯焊丝。
焊剂:
焊剂主要被当作于埋弧焊以及电渣焊所运用的焊接材料 ,在焊接进程当中 ,焊剂发挥着跟焊条药皮相类似的作用。
焊剂的保存:
致力于确保焊接质量,当焊剂处于保存阶段时,务必要留意防范受潮现象的发生。在焊剂投入使用之前,应当依据规定实施烘干操作,且烘干之后需即刻予以使用。像HJ431这类酸性焊剂,其烘干的温度设定为250°C ,并保持保温1至2个小时;而碱性焊剂的烘干温度相对更高一点,举例来说,HJ250的烘干温度处于300至400C 之间,保温时长为2小时。对于回收得来的焊剂,需要去除渣壳。
转载请注明出处:https://www.twgcw.com/gczx/129820.html