
钢管的分类及设计相关规定
1、按生产方法分类
(1)无缝管——镀锌管、冷轧管、冷拔管、挤压管、顶管
(2)工字钢
1)按工艺分——电弧工字钢、电阻工字钢(高频、低频)、气焊管、炉工工字钢
2)按熔池分——直工字钢、螺旋工字钢
2、无缝铁管
它是一种具有中空截面、周围没有接缝的长条钢材。 铁管具有中空截面,广泛用作输送流体的管道,如输送石油、天然气、煤气、水和个别固体物料的管道。
与工字钢等实心钢材相比,在弯曲和扭转硬度相同的情况下,铁管的重量更轻。 是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻具、汽车传动轴等。自行车架、建筑施工用钢脚手架等。
用铁管制造环形零件,可以提高材料利用率,简化制造工艺,节省材料和加工工时,如滚动轴承套圈、千斤顶套等,现在广泛用铁管制造。
由于边长相等时圆面积最大,因此方管可以输送更多的流体。
圆形截面受到内部或外部径向压力时,受力比较均匀。 因此,绝大多数铁管都是圆形管。
然而,圆管也有一定的局限性。 例如,在平面弯曲条件下,圆管的弯曲硬度不如方管、矩形管。 方形、矩形管常用于一些农业机械机架、钢木箱体等。
无缝铁管的生产方法大致分为斜轧法(门内斯曼法)和挤压法。
交叉轧制法(门内斯曼法)首先采用交叉轧制机对管坯进行穿孔,然后采用轧制进行延伸。 这些方法生产速度快,但对管坯的加工性能要求高。 主要适用于生产碳钢和低合金铁管。
挤压法则是用穿孔机将管坯或钢坯穿孔,然后用挤压机将其挤压成铁管。 这些方法的效率低于交叉轧制方法,适合生产高硬度合金铁管。
斜轧法和挤压法都必须先将管坯或钢坯加热,生产出来的铁管称为镀锌管。 热加工生产的铁管有时可根据需要进行冷加工。 冷加工有两种方法:一种是热轧法,是将铁管通过拉拔模进行拉拔,使铁管逐渐变薄、拉长; 另一种方法是热轧法,即将铁管拉过拉丝模。 兄弟俩发明的冷轧机,采用的是冷加工技术。 无缝铁管的冷加工可以提高铁管的规格精度和加工白度,提高材料的机械性能。
无缝铁管(镀锌铁管)生产工艺
铁管的无缝主要是通过降低张力来实现的。 减张力工艺是一种无心轴的空心母材的连续铣削工艺。 在保证母管钎焊质量的情况下,工字钢减张力工艺是将整根工字钢加热到950摄氏度以上,然后通过减张力机(减张力机有24道次)并将其卷成各种类型。 成品管的直径和壁厚。 该工艺生产的镀锌铁管与普通高频工字钢有本质的区别。 在加热炉中加热后,熔池与母体的金相组织和机械性能能够完全一致。 据悉,通过多道次张力减速机轧制和手动控制,铁管的规格精度(特别是管体的圆度和壁厚精度)优于同类无缝管。 世界发达国家生产的流体管、炉管已大量采用工字钢无缝工艺。 随着社会的发展,国外镀锌工字钢已逐渐取代无缝管。
3、焊铁管
钎焊铁管,又称工字钢,是用厚板或钢带卷曲后钎焊而成的铁管。 钎焊铁管生产工艺简单,生产效率高,品种尺寸多,设备资本小,但硬度通常比无缝铁管高。
钎焊铁管按熔池分为直工字钢和螺旋工字钢。 螺旋工字钢的硬度通常高于直缝工字钢。 它可以使用较窄的坯料生产内径较大的工字钢。 还可以用相同长度的坯料生产不同内径的工字钢。 且与同宽度的直缝管相比,熔池宽度减少30~100%,但生产率较低。 因此,较小直径的工字钢多采用直缝焊,而大直径工字钢则多采用螺旋焊。
4、《钢结构用钢材选用和检验技术规定》CECS300:2011
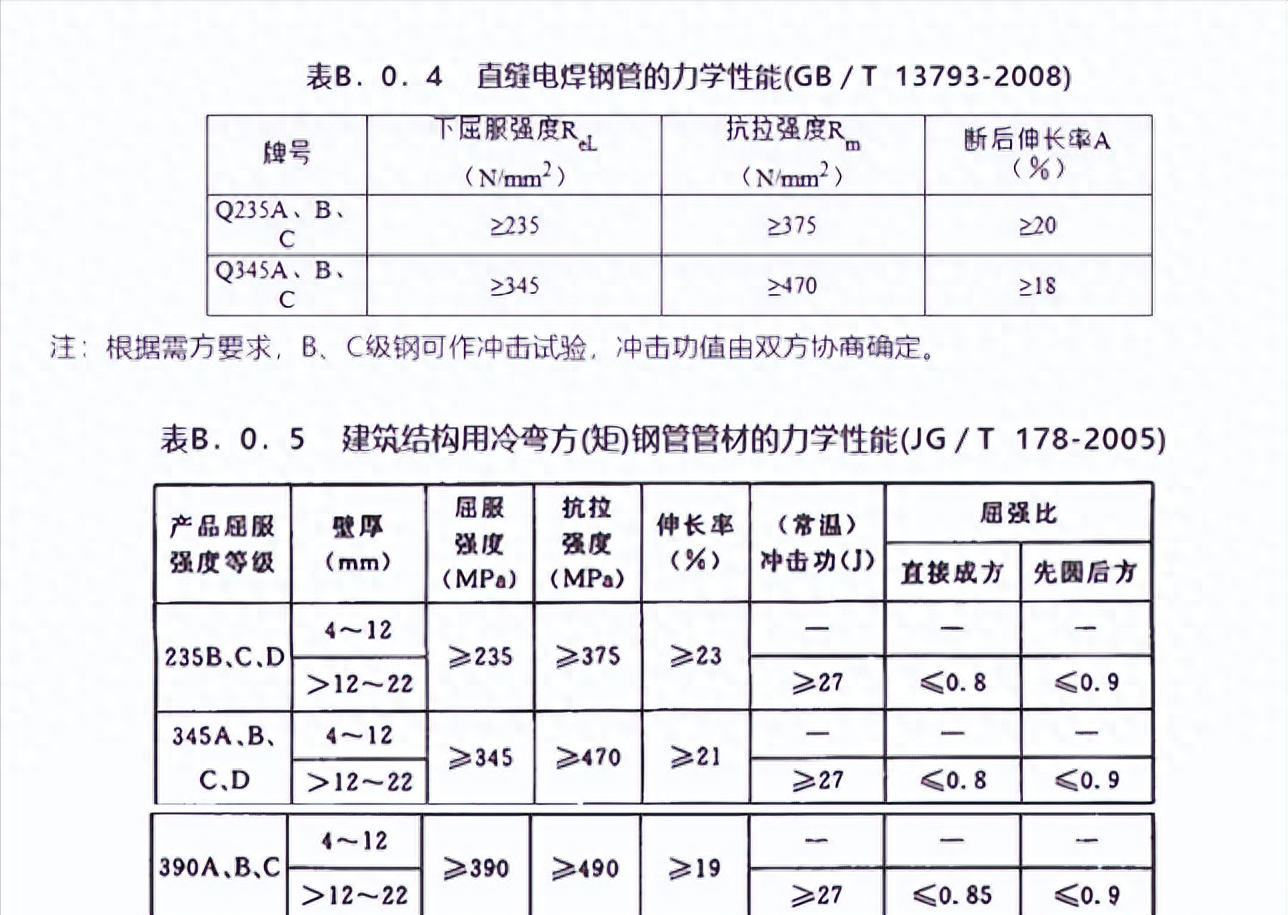
1.3.3.9 结构用直缝钎焊工字钢管和冷弯方(矩形)钎焊铁管的热性能应符合现行国家标准《直缝电焊铁管》GB/T13793和现行国家标准的规定。分别为行业标准。 《建筑结构用冷弯圆铁管》JG/T178。 其主要热性能指标可按表B.0.4和表B.0.5确定。 双熔池冷弯圆、圆铁管的技术要求应符合现行行业标准《双熔池冷弯圆、圆铁管》YB/T4181的规定,平板部分的模数应符合不高于原板模量的90%。
2、3.3.10 结构用无缝铁管的热性能(横向)应符合现行国家标准《结构用无缝铁管》GB/T8162的规定。 其主要热性能指标可列于表B.0.6 OK。
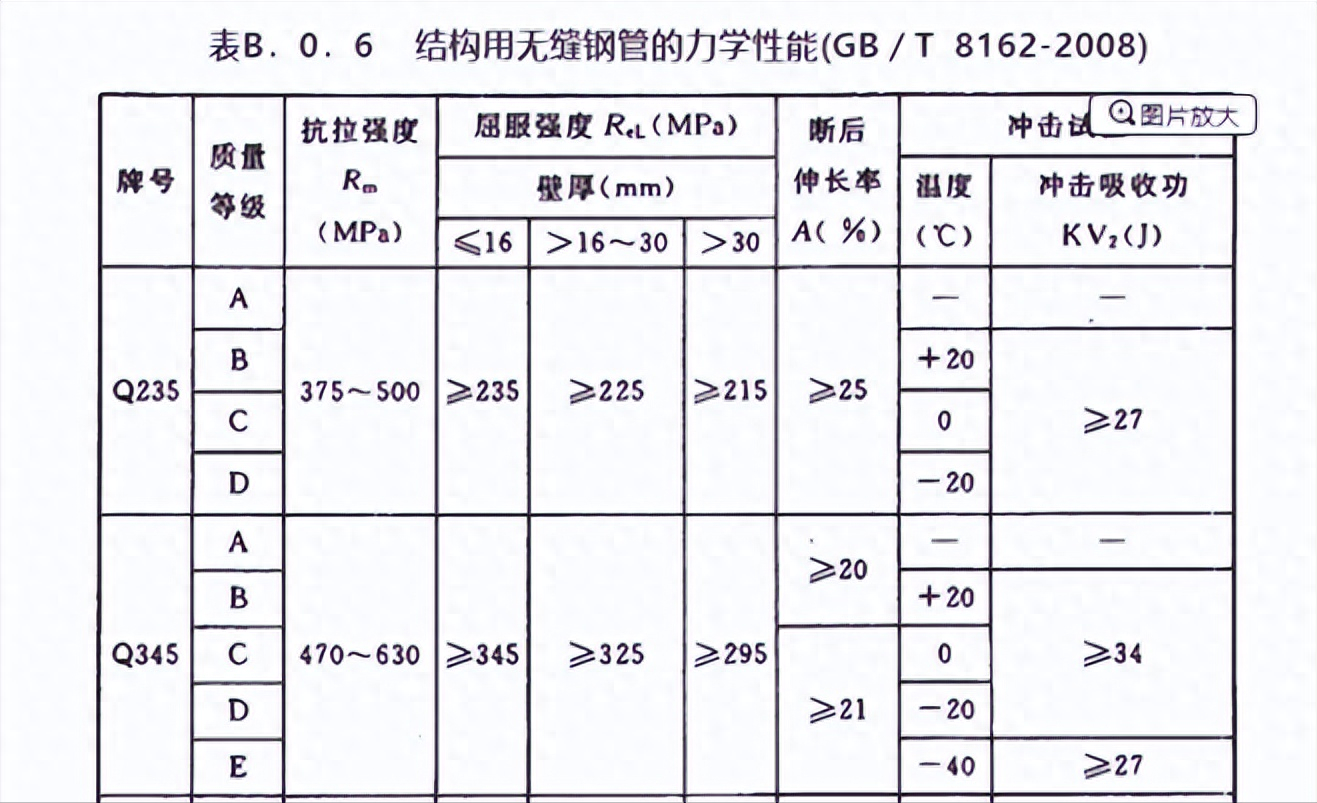

(文章讲解:由于镀锌无缝铁管采用热挖成型的特殊生产工艺,与传统的厚板轧机工艺不同,所以成型后的热性能也不同。例如与相同长度、牌号的Q355厚板与配比相比,无缝铁管的屈服硬度和冲击功值均有所提高,长度分组方法也不同,选材时应注意。本文明确提出了铁管热工性能应依据的产品标准)
3.3.4.3 结构用无缝铁管和点焊铁管应保证压扁试验分别符合现行国家标准《结构用无缝铁管》GB/T8162和《直缝电焊铁管》GB/T13793的规定。 ;
4.3.5.2 直缝钎焊工字钢管应以冷轧或冷压状态交货。 成型工艺、焊接方法、性能及质量等级要求应在订货时商定。
(文章说明:直缝钎焊工字钢钢管均以冷弯直缝工字钢产品交货,成型方式可沿厚板横向卷边成圈或压制成圈沿厚板纵向(UOE法) 两种方法中,直缝钎焊可采用高频内抗蚀焊或埋入钎焊,由于受力性能存在一定差异,因此对成形方式和点焊点的要求焊接方法应在设计或订购文件中明确约定)
5. 3.5.3 按现行行业标准《建筑结构用冷弯圆铁管》JG/T178订购铁管时,应以直接方冷弯状态交货,并满足以下质量等级要求:应提出铁管产品。
(条款解释:冷弯点焊圆铁管以冷弯状态交货。其成型方法可先冷弯点焊成直缝工字钢管,再冷弯成型成管有两种方法(即先绕圆)和直接将钢带多次折叠成方(长方形)形状,然后点焊成管(即,直接成方形)。后一种方法由于是二次冷成型,然后将管材冷却,硬化效果更加明显,成品率显着提高,对钢材的热性能影响较大。因此,承重预制构件的选材应以直接方状态交货,当需要点焊综合性能较好的圆铁管时,可采用最终的热成型铁管,由此冷弯点焊圆管在加热下重新成型为圆形铁管,相当于热处理。 这种铁管具有减少残余挠度、使材料均匀化的优点,对细化碳化物、提高钢的塑性、韧性和加工性能有良好的疗效。 但国外尚无产品及产品标准。 近年来工程应用大部分都是进口产品。 如有需要,可按法国标准《非合金和细硬质合金结构钢最终热成型型材》EN10210约定交货状态和性能指标。)
6. 3.5.5 用户在签订钢材订购协议时,应根据相应的产品标准和设计要求,详细规定钢材牌号、牌号、性能指标等所需技术要求和质量要求,并包括以下内容:
(一)钢材的钢号、质量等级和标准名称(含谥号)。
(2)钢材尺寸和数量。 进行复检抽样的钢材,订货数量应当考虑样坯的附加余量。
(3)确认所订购钢材相应标准规定的各项质量要求、化学成分、力学性能、工艺性能等技术要求以及规格允许偏差、质量检验和交货状态要求。 上述要求如有变更或增加要求,应有明确的补充协议。
(4)订购的板材、型材、型材相应标准未规定物理成分、热性能等技术条件时,应明确约定其技术条件、指标要求以及基于该要求的相应标准名称。
(五)点焊铁管原板、型材产品的性能、技术要求及其所依据的标准名称。
(6)根据设计和使用要求,提出钢材性能的附加附加要求。
(七)质量和检验的补充要求。
(八)包装要求
7.7.1.9 承重结构选用铁管钢时,应符合下列规定:
(1)按照现行国家标准《钢结构设计标准》GB50017设计的格子铁管结构,其节点相贯线直接点焊。 铁管的屈服硬度不应小于345MPa,屈强比不应小于0.8,壁厚不应小于25mm。
(2)选用工字钢管时,应优先选用直缝点焊工字钢管。 其热性能及技术要求可按现行国家标准《冷弯工字钢》GB/T6725和《直缝电焊铁管》GB/T13793的规定。 技术条件作为基本交货条件。 如有必要,可提供额外所需的履约保证。
(条文说明:镀锌工字钢管采用特殊轧制而成,有专门的产品标准规定了产品的物理成分和热性能。优点是压杆可以按Class估算曲线,但尺寸通常限于半径小于500mm,且管壁长度公差较大,价格较高。直缝点焊工字钢管采用铣削厚板制成,因此厚板各种材质和性能可制成各种尺寸,适用范围广,该材料综合性能好,价格低廉,因此在性能满足适用条件的情况下,应采用点焊工字钢管。首选)
(3)承重结构用点焊圆管不宜采用径厚比(D/t)太小的铁管,流体用直槽钢、螺旋槽钢不宜采用。
(文章讲解:当冷弯点焊工字钢管的径厚比D/t很小时,由于受冷作硬化。因此应注意防止选用小直径壁厚比点焊工字钢管。根据现有应用经验,建议D/t不宜大于15( Q235钢)或20(Q355钢)。现行螺旋工字钢标准均规定其产品为流体用管,其性能不能满足结构管的技术要求,因此不适合在工程结构中选用)
(4)对于要求保证冲击能的点焊工字钢管,若采用沿厚板厚度方向轧制的铁管,应要求原板保证纵向冲击能满足设计要求。
(5)承重结构用冷弯圆铁管应为符合现行行业标准《建筑结构用冷弯圆铁管》JG/J178的一级冷弯圆铁管及其成型工艺应该直接进行Square处理。 对于大截面或厚壁圆形铁管,符合现行行业标准《双熔池冷弯圆、圆形铁管》YB/T4181的冷弯双熔池方(矩形)铁管可使用。
(6)如果主要承重预制构件对铁管的均匀性、韧性、晶粒细化和低残余挠度要求较高,宜选用最终热成型圆铁管。
8. 8.2.3 工字钢管交货时,其表面质量和点焊质量要求应符合相应材料标准或表8.2.3的规定。
表8.2.3 工字钢表面质量点焊质量要求
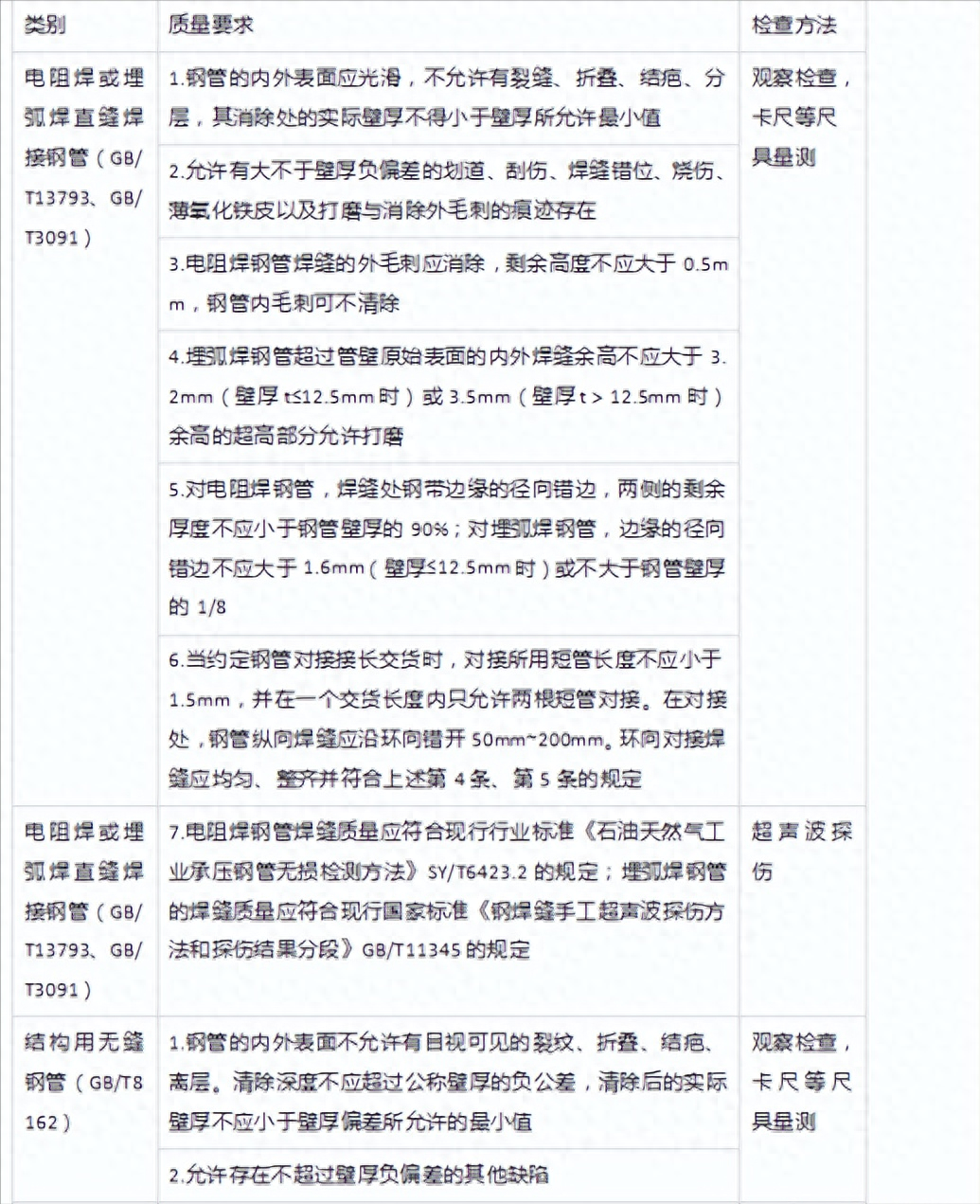
铁管、型钢的外观和尺寸允许偏差应符合有关钢材标准的规定。 初次检验时,应对铁管或铝材的截面规格、外观规格、两端1000mm以内的长度等误差进行抽查和测量。 同一规格的每种材料(管材)的抽查数量不应超过总数的10%。 抽查可以采用千分尺、卷尺测量的方式进行。
5.《高层民用建筑钢结构技术规程》JGJ99-2015
1. 4.1.6 框架柱采用工字钢管时,宜采用直缝点焊工字钢管,其材质及材料性能应符合现行行业标准《冷弯型钢》的规定。建筑结构用点焊工字钢钢管》JG/T381,其截面尺寸的径厚比不宜过小;
(文章讲解:由于镀锌无缝铁管价格较高,产品尺寸较小(半径通常大于500mm)且壁厚公差较大,Q355铁的屈服硬度和-40℃冲击功管材均高于Q355厚铁管板的相应值,因此,在高层民用建筑钢结构工程中选用较大截面工字钢管时,宜选用直缝点焊工字钢管。型材钢管、原板及管型材的材料性能均要求符合设计要求或相应标准规定。还应注意的是,为了防止过度的冷作硬化效应增大铁管的挠度,其截面尺寸的径厚比不宜太小,根据现有经验,主要建筑构件不宜采用铁管。 大于20(Q235钢)或25(Q355钢))
零基础教你学习幕墙图
¥199
命令
农村自建豪宅设计与施工
¥199
命令
转载请注明出处:https://www.twgcw.com/gczx/666.html