
【检验标准】钣金不锈钢拉丝检验标准
1。目的
本标准规定了产品的表面分区、抛光后表面质量要求、降级验收要求和检验方法。
2. 面积
本标准适用于点支部不锈钢镜面、拉丝产品表面质量的检验。
3、职责
3.1. 品管部:负责根据客户要求、相关国家标准和抛光能力,科学合理地制定统一的抛光质量标准,并进行相应的检验。
3.2. 生产部:负责按照质量标准进行生产作业。
4. 表面分区
产品安装完毕后,根据观察产品的习惯,是否容易观察产品的表面,以区分产品的主要外露面、次要外露面和不易看见的表面。 见表1

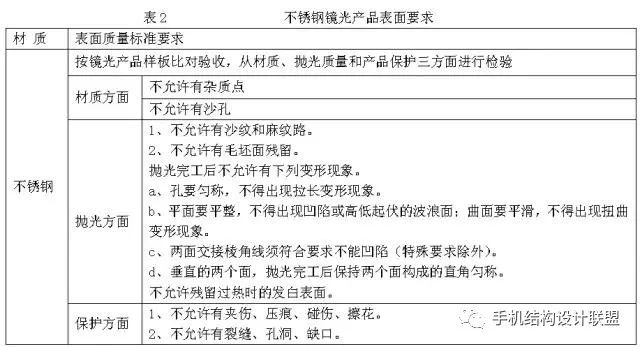
5、不锈钢抛光产品
5.1 不锈钢镜面制品
按抛光抛光工艺完成抛光后,合格的不锈钢镜面抛光产品表面质量应按表2执行; 降级验收按表3执行。
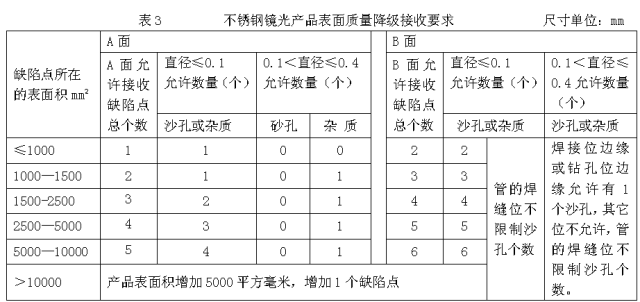
笔记:
1)缺陷点所在表面积是指A面、B面、C面的表面积。
2)本表限制了A面和B面的不良点数。A面和B面的不良点数之和即为产品表面的不良点总数。
3)当表面缺陷点数量大于2个时,两个缺陷点之间的距离应大于10~20mm。
5.2 不锈钢拉丝产品
按抛光抛光工艺抛光后,不锈钢拉丝产品表面质量按表4执行,降级验收标准按表5执行。

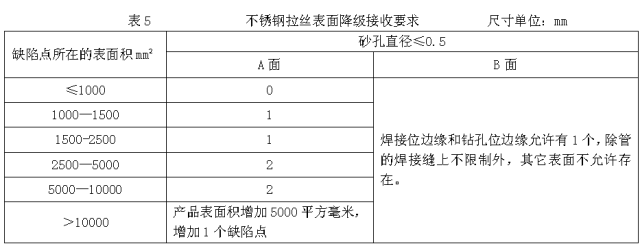
笔记:
1)缺陷点所在表面积是指A面、B面、C面的表面积。
2)本表限制了A面和B面的不良点数。A面和B面的不良点数之和即为产品表面的不良点总数。
3)当表面缺陷点数量大于2个时,两个缺陷点之间的距离应大于10-20mm。
六、检验方法
6.1 视力测试,视力大于1.2,在220V 50HZ 18/40W荧光灯和220V 50HZ 40W荧光灯下,视距为45±5cm。
6.2 双手戴上工作手套握住抛光件。
6.2.1 将产品水平放置,目视检查表面。 检查完毕后,以双手为轴旋转至相邻面的角度进行目视检查,逐步检查各个面。
6.2.2 完成前一个方向的目视检查后,向南北方向旋转90度。 首先将其上下旋转一定角度进行目视检查,然后逐步检查每一面。
6.3 镜面抛光、哑光、拉丝检查参照标准图形


转载请注明出处:https://www.twgcw.com/gczx/1516.html